Top 10 Global Industrial Conveyor Belt Manufacturers and Market Leaders (2026)
Choosing a conveyor belt partner is a long-term engineering decision. If your operation runs 6,000+ hours a year, the wrong belt can quietly drain energy, accelerate wear on idlers and pulleys, and spike unscheduled downtime. This 2026 roundup of the Top 10 global industrial conveyor belt manufacturers and market leaders is written from a senior mechanical engineer’s perspective to help you build a defensible shortlist.
As of 2025–2026, the global industrial conveyor belt market is roughly USD ~7.0–7.1B with a steady low single‑digit growth outlook. IMARC estimates USD 7.12B (2025) with a 2026–2034 CAGR of ~2.5%, while Global Market Insights references ~USD 7.0B (2025) with a ~4.3% CAGR into the mid‑2030s. Scopes vary (belts vs. broader systems), so treat figures as directional ranges. See: IMARC conveyor belt market and Global Market Insights overview.
If you’re architecting or upgrading a bulk system, align every vendor conversation to standards. For textile belts, reference ISO 14890; for steel‑cord belts, see ISO 15236‑1. For design, installation, and maintenance practices, consult the CEMA Belt Book, 7th Ed. (see CEMA Belt Conveyors for Bulk Materials).
- Soft CTA (intro after para 2): For heavy‑duty projects where durability matters, BisonConvey provides belts, idlers, and pulleys with standards‑aligned guidance. Explore solutions at BisonConvey.
Key takeaways
-
The top manufacturers differ by domain strength: heavy‑duty steel‑cord and heat‑resistant covers vs. hygienic/process modular belts.
-
Use ISO 14890/15236‑1 and CEMA practices as your baseline for specs, pulley diameters, splicing, and installation.
-
Focus on total lifecycle value (energy, belt life, downtime) over unit price—especially for long, high‑tension conveyors.
-
Proof wins: prioritize vendors with transparent datasheets, case studies, and documented standards compliance.
How we chose (Methodology)
We scored each manufacturer against a transparent, engineering‑first framework (weights in parentheses):
-
Heavy‑duty performance & durability (22)
-
Materials & manufacturing quality (18)
-
Standards compliance & engineering support (14)
-
Global distribution & service coverage (14)
-
Product portfolio breadth (12)
-
Evidence quality & transparency (10)
-
Total lifecycle value/TCO (10)
Standards mapping followed ISO 14890 (textile belts), ISO 15236‑1 (steel‑cord belts), and pulley limits in ISO 3684, with installation/maintenance guidance aligned to CEMA practices. Where evidence was vendor‑provided, we note limitations.
Core concepts and technical primer
Steel‑cord vs. fabric (EP/NN): Steel‑cord belts (rated by ST class) carry higher tensions efficiently on long overland conveyors and minimize stretch. EP/NN fabric belts (multi‑ply) are versatile and easier to splice on shorter or moderate‑load conveyors. Cover compounds—heat, abrasion, flame, oil resistant—govern life in harsh environments. Pulley diameters must meet carcass requirements (ISO 3684) and splicing (step, overlap, or finger) must match carcass type and duty.
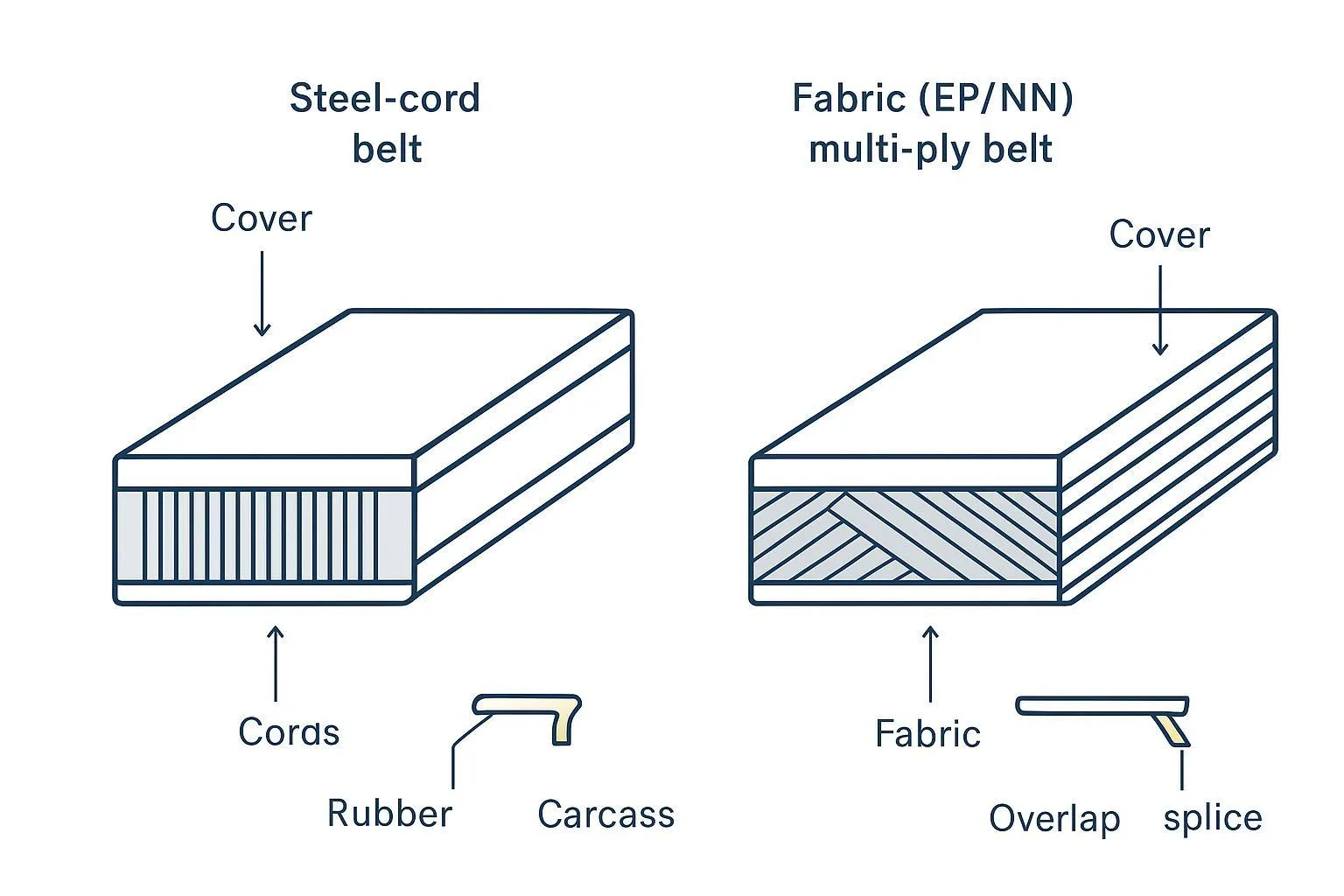
Think of steel‑cord belts like a cable‑stayed bridge: long spans, high tension, minimal elongation. Fabric belts are more like modular truss sections—adaptable, simpler to fabricate and repair. Choose based on conveyor length, lift, load, and temperature/chemistry.
Top 10 global industrial conveyor belt manufacturers and market leaders (2026)
- Continental (ContiTech) — Germany; global
-
Positioning: Broad portfolio in textile, steel‑cord, pipe/pouch, and steep‑incline systems.
-
2–3 key traits: Energy‑efficiency focus (reduced rolling resistance), anti‑stick ContiClean covers, closed systems (Sicon/ContiPipe).
-
Primary belt types: Steel‑cord, EP/NN textile, pipe/pouch, corrugated sidewall.
-
Industries: Mining, ports, cement, power, aggregates.
-
Pros: Breadth, special systems capability, mature global support.
-
Cons: Closed systems require specialized design; lead‑time complexity.
-
Best‑for / Not‑for: Best for complex bulk handling including pipe/pouch; not for buyers needing ultra‑simple catalogs with short lead times.
-
Evidence: Continental Sicon/Flexowell overview
-
Price note: Quote‑based; spec and length drive variance.
- Michelin Group (Fenner Dunlop EMEA – Dunlop Conveyor Belting) — Netherlands/EMEA; global exports
-
Positioning: Heavy‑duty European maker with durable, heat‑resistant compounds.
-
2–3 key traits: Betahete/Deltahete/BVGT heat grades; multi‑ply Superfort; 2‑year workmanship/materials guarantee (EMEA).
-
Primary belt types: EP/NN multi‑ply, heat‑resistant, abrasion‑resistant.
-
Industries: Mining, cement, recycling, steel.
-
Pros: High‑temp duty performance; strong cover chemistry.
-
Cons: Evidence concentrated on EMEA site; some claims are marketing‑led.
-
Best‑for / Not‑for: Best for high‑temperature clinker/calciner lines; not for ultra‑long, high‑tension overlands.
-
Evidence: Dunlop heat‑resistant covers
-
Price note: Quote‑based; subject to compound and carcass.
- Sempertrans (Semperit Group) — Europe; global
-
Positioning: Textile and steel‑cord belts with efficiency/strength focus.
-
2–3 key traits: Low rolling resistance emphasis; optimized fabric constructions (“Light Fabric”).
-
Primary belt types: EP/NN, steel‑cord.
-
Industries: Mining, steel, cement, power.
-
Pros: Efficiency gains; European engineering support.
-
Cons: Fewer public, detailed product datasheets.
-
Best‑for / Not‑for: Best for plants seeking energy savings with reliable textile or steel‑cord options; not for buyers needing exhaustive public catalogs.
-
Evidence: Semperit sustainability/annual reports
-
Price note: Framework/project pricing; quote‑based.
Mid‑list soft CTA: Want a side‑by‑side on EP vs. NN vs. steel‑cord and splice choices? See the engineering comparison at EP vs NN vs Steel Cord Conveyor Belts.
- Yokohama Rubber — Japan/Asia; global
-
Positioning: Energy‑saving belts and long‑distance references in cement and heavy industry.
-
2–3 key traits: ECOTEX energy‑saving bottom cover; Japan’s longest conveyor line reference (~14 km, cited on corporate pages); in‑house belting subsidiary.
-
Primary belt types: Steel‑cord, textile.
-
Industries: Cement, mining, heavy industry.
-
Pros: Documented energy‑saving focus; long‑distance experience.
-
Cons: English catalogs limited in depth; some data in sustainability communications.
-
Best‑for / Not‑for: Best for energy‑cost‑sensitive lines; not for teams needing extensive English datasheets.
-
Evidence: Yokohama ECOTEX/longest line reference
-
Price note: Project‑based; TCO depends on duty cycle.
- Double Arrow (Zhejiang Double Arrow Rubber) — China; global exports
-
Positioning: Large‑scale producer with pipe belts and intelligent monitoring initiatives.
-
2–3 key traits: Pipe conveyor project track record; RFID/real‑time steel‑cord monitoring claims; standards participation.
-
Primary belt types: Steel‑cord, pipe, textile.
-
Industries: Mining, ports, power, cement.
-
Pros: Competitive export capability; long‑distance project experience.
-
Cons: Verification of monitoring performance relies on vendor news; English docs vary.
-
Best‑for / Not‑for: Best for long‑distance or enclosed transport; not for buyers who require independent third‑party validations.
-
Evidence: Double Arrow pipe project news
-
Price note: Quote‑based; logistics and specs drive variance.
- Forbo Movement Systems (Siegling) — Switzerland; global
-
Positioning: Light‑to‑medium‑duty conveyor and processing belts with hygiene and energy‑saving lines.
-
2–3 key traits: Transilon fabric belts; Prolink modular; Amp Miser energy‑saving claims.
-
Primary belt types: Fabric/process, modular plastic.
-
Industries: Food, logistics, automotive, baggage handling.
-
Pros: Broad documentation; global distribution for process industries.
-
Cons: Not aimed at ultra‑heavy bulk mining duty.
-
Best‑for / Not‑for: Best for hygienic/process lines and airports; not for high‑tension overlands.
-
Evidence: Forbo Transilon overview
-
Price note: Configured via local reps; quote‑based.
- Habasit — Switzerland; global
-
Positioning: Hygienic and process‑belt specialist with strong compliance documentation.
-
2–3 key traits: Monolithic thermoplastic designs; EU/FDA documentation; modular with high‑temp/antistatic options.
-
Primary belt types: Fabric, monolithic TPU, modular.
-
Industries: Food, pharma, textiles, packaging.
-
Pros: Excellent hygiene/compliance documentation; material breadth.
-
Cons: Less focus on ultra‑heavy bulk duty.
-
Best‑for / Not‑for: Best for regulated hygienic environments; not for mining overlands.
-
Evidence: Habasit Monolithic brochure
-
Price note: Quote‑based via distributors.
- Ammeraal Beltech (AMMEGA) — Netherlands; global
-
Positioning: Broad process‑belt supplier with modular innovations and sustainability credentials.
-
2–3 key traits: uni CSB with Dual Compound Technology; certifications; strong regional service.
-
Primary belt types: Fabric/process, modular plastic.
-
Industries: Food, airports, packaging.
-
Pros: Modular innovation; service presence.
-
Cons: Heavy bulk mining not core focus.
-
Best‑for / Not‑for: Best for packaging/airport/process lines; not for steel‑cord heavy‑duty conveyors.
-
Evidence: Ammeraal Beltech news hub
-
Price note: Quote‑based through local entities.
- Intralox (Laitram) — USA; global
-
Positioning: Category leader in modular plastic and hygienic ThermoDrive belts.
-
2–3 key traits: ThermoDrive solid belts; ZeroSplice joining; advanced radius/curve series.
-
Primary belt types: Modular plastic, solid thermoplastic (hygienic).
-
Industries: Food, packaging, logistics.
-
Pros: Hygienic design and uptime improvements; strong application support.
-
Cons: Not a steel‑cord supplier; not for ultra‑heavy bulk duty.
-
Best‑for / Not‑for: Best for hygienic food/process and complex curves; not for mining overlands.
-
Evidence: Intralox ThermoDrive
-
Price note: Solution‑specific; quote‑based.
- Bridgestone — Japan; global
-
Positioning: Global rubber manufacturer with historical conveyor belt activity; current public info focuses on corporate strategy/assets.
-
2–3 key traits: Strategic restructuring of steel‑cord manufacturing; materials expertise; retained in‑house capability at Saga Plant (Japan).
-
Primary belt types: Historically steel‑cord/textile; current public product detail limited.
-
Industries: Mining, industrial (contextual).
-
Pros: Materials science depth; legacy references.
-
Cons: Sparse public conveyor belt pages/datasheets.
-
Best‑for / Not‑for: Best for buyers with direct regional channels; not for desk‑research‑only procurement.
-
Price note: Not publicly posted; quote‑based if available.
Trends and regional blocs to watch in 2026
-
Condition monitoring and smart belts: Embedded cords with RFID and belt health dashboards are emerging (vendor‑claimed today; seek independent validation before spec’ing fleet‑wide).
-
Low‑rolling‑resistance compounds: Energy savings matter more with longer belts and higher duty cycles; validate compound data and method windows.
-
Regional consolidation: EU and China continue to see scale players; global export capabilities from Asia remain strong; localized service remains a differentiator in the Americas.
Applications and selection guidelines (quick scenario rules)
-
Long overland (>2–3 km), high lift, or high tension: Steel‑cord per ISO 15236‑1; confirm pulley diameters via ISO 3684; model take‑up and dynamic behavior.
-
Hot clinker, sinter, foundry: Heat‑resistant textile (EP/NN) or steel‑cord with high‑temp covers; check continuous vs. peak temperature windows.
-
Food/pharma/packaging: Hygienic monolithic or modular belts; verify EU/FDA documentation and cleaning protocols.
-
Ports and transfer points: Abrasion‑resistant covers; consider pipe or enclosed systems for windborne dust.
Need a deeper design walkthrough? See the engineering guide: Belt Conveyor System Design — Ultimate Guide. For mining applications specifically, review Mining Conveyor Belt Selection.
Comparison table (scan and shortlist)
Common problems and troubleshooting
-
Mistracking and edge damage: Verify idler alignment, troughing set squareness, and material buildup. Quick reference: How to Fix Conveyor Belt Misalignment.
-
Premature cover wear at impact zones: Add impact idlers/slider beds; confirm drop height; use tougher cover compounds and proper skirt sealing.
-
Splice failures: Match splice geometry (step/overlap/finger) to carcass; follow vendor procedures; ensure cure times and pressure are verified.
-
Carryback and poor cleaning: Specify primary/secondary cleaners per CEMA 576 classification; check scraper material compatibility with cover compounds.
Best practices and maintenance
-
Inspection cadence: Daily visual checks; weekly alignment/cleanliness; monthly splice/fastener and pulley lagging inspections; quarterly thickness/elongation spot checks.
-
Installation quality: Follow CEMA Appendix D practices; use calibrated tensioning; confirm pulley diameters vs. ISO 3684.
-
Recordkeeping: Track belt ID, carcass type, cover grade, splice data, and take‑up positions to correlate with failures and plan shutdowns.
For installation techniques and QA steps, see Conveyor Belt Installation — Ultimate Guide and the engineer‑grade Maintenance Checklist.
Pricing note and lifecycle value disclosure
Industrial conveyor belts are almost always quote‑based. Price varies by tensile class (e.g., ST ratings vs. EP/NN ply), cover grade (heat/abrasion/flame/oil), width/thickness/length, and compliance. Public list prices are rare. Treat any ranges as indicative and time‑bound, and always evaluate TCO (energy, wear parts, and uptime) alongside unit price.
FAQ
-
Who are the biggest conveyor belt manufacturers in 2026? The top players span heavy‑duty bulk (e.g., Continental, Michelin/Fenner Dunlop EMEA, Sempertrans, Double Arrow) and process/hygienic leaders (Forbo, Habasit, Ammeraal Beltech, Intralox), with global rubber majors like Bridgestone also in scope. Market size context: see IMARC 2025 estimate and GMI overview.
-
Which brands specialize in heavy‑duty mining belts? Continental, Michelin/Fenner Dunlop (EMEA/Dunlop CB), Sempertrans, and Double Arrow are frequently specified for mining, thanks to steel‑cord options, abrasion/heat‑resistant covers, and large‑project experience.
-
What standards apply (ISO 14890, ISO 15236‑1, CEMA)? ISO 14890 covers textile belts; ISO 15236‑1 covers steel‑cord belt requirements; ISO 3684 defines minimum pulley diameters. CEMA provides design/installation/cleaning guidance (Belt Book 7th Ed., CEMA 576 for belt cleaners).
-
How to choose between steel‑cord and fabric belts? Use steel‑cord for long, high‑tension, or high‑lift conveyors needing low elongation; choose EP/NN fabric for shorter runs, frequent splicing, or where installation agility matters. Verify pulley diameters and splice methods against ISO and vendor manuals.
-
What maintenance practices extend belt life? Keep alignment true, protect impact zones, maintain effective belt cleaning per CEMA 576, follow vendor splicing procedures, and run scheduled thickness/elongation checks.
Conclusion and next steps
If you’re building a shortlist, start with a clear duty profile (length, lift, capacity, temperature, chemistry), map it to ISO/CEMA, and then validate candidates with evidence and TCO modeling. Here’s the deal: consistency in installation and maintenance often doubles the life you thought you were buying.
Soft CTA (closing): If you need standards‑aligned support for heavy‑duty belts and integrated components (idlers, pulleys), you can start a conversation with BisonConvey about custom options and engineering guidance.
—
Author: Senior Mechanical Engineer — Bulk Material Handling
-
15+ years designing and auditing overland and plant conveyors in mining, ports, and cement
-
Member: ASME; familiar with CEMA practices and ISO 14890/15236‑1/3684