Efficiency of Automatic Waste Segregation Systems
Automatic waste segregation systems separate mixed waste streams into valuable fractions with minimal manual handling. Efficiency determines whether a plant hits purity and recovery targets at a competitive cost. In this guide, I break down the key metrics, the technologies that drive performance, how conveyors and sorters should be integrated, and the practical steps to troubleshoot and sustain high availability. Along the way, I’ll point to relevant standards (ISO/IEC/EN, CEMA practices) and offer field-tested tips for commissioning and maintenance.
Key takeaways
-
Define and measure efficiency with a consistent KPI set: throughput (t/h), purity (%), recovery (%), availability (%), specific energy (kWh/t), and OEE.
-
The biggest gains often come from feed conditioning and conveyor–sorter synchronization: stable belt speed, shallow/uniform burden depth, proper transfer geometry, and dust control.
-
Choose technologies based on material properties (size, density, conductivity, spectral signature) and validate cut points with trials.
-
Design for maintainability and safety from day one: access, guarding, interlocks, and preventive maintenance aligned with ISO 12100, ISO 13849-1, and IEC 60204-1.
-
Treat benchmarks as ranges, not promises—verify on your feed with commissioning tests and data logging.
Core concepts and KPIs
Efficiency is multidimensional. These KPIs anchor decisions and comparisons across lines and upgrades:
-
Throughput (t/h): mass processed per hour. Formula: throughput = total tonnes processed ÷ operating hours.
-
Purity (%): fraction of target material in a product stream. Formula: purity = (mass of target in product ÷ total product mass) × 100.
-
Recovery (%): fraction of target captured from feed. Formula: recovery = (mass of target in product ÷ mass of target in feed) × 100.
-
Availability (%): uptime fraction during scheduled time. Formula: availability = operating time ÷ scheduled time × 100.
-
Specific energy (kWh/t): energy per tonne processed. Formula: specific energy = total kWh ÷ total tonnes.
-
OEE (%): overall effectiveness for sorting = Availability × Performance × Quality, where Performance = actual throughput ÷ ideal throughput and Quality = good output ÷ total output.
These constructs align with industry KPI frameworks such as the summaries in the PerformYard waste management KPI overview and dashboard practices described by geoFluxus and Busch Systems. Use consistent sampling periods and clearly labeled assay methods (e.g., grab samples, belt scales, inline sensors) to keep results comparable.
Technology landscape and Efficiency of Automatic Waste Segregation Systems
Different mechanisms exploit different material properties. Pick the right tool, then tune it.
Mechanical screens (trommel, vibratory, ballistic)
-
What they do: size separation into coarse/mid/fines bands.
-
Efficiency drivers: aperture selection, bed depth, moisture, blinding, media wear, and screen placement in the line.
-
Notes: Moist feed and overloading quickly degrade separation. Ballistic screens must be placed where burden depth is controlled to avoid misplaced fines; see industry guidance summarized in trade press like Recycling Product News on ballistic placement.
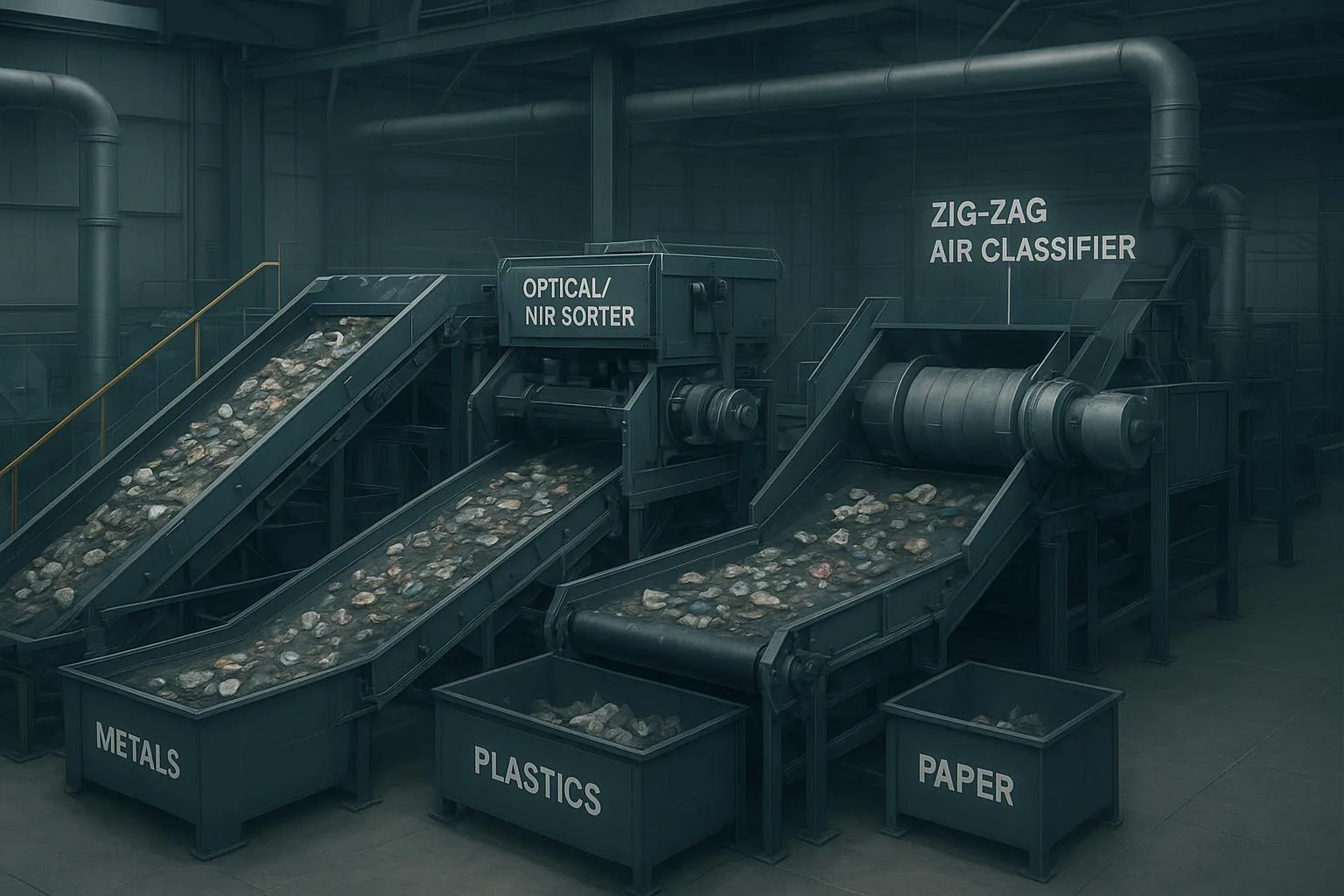
Air classifiers (zig-zag/density)
-
What they do: separate by density/aerodynamic drag; typically “lights” vs “heavies.”
-
Efficiency drivers: airflow rate/profile, baffle geometry, cut-point control (blower speed/dampers), and dust extraction.
-
Notes: Keep airflow uniform to prevent short-circuiting; tune cut points and verify against sieve/density tests. Operating principles and practical ranges are well documented in the EnergyCle zig‑zag air separator guide.
Magnetic and eddy-current separators (ECS)
-
What they do: remove ferrous (magnets) and eject nonferrous metals (ECS via induced eddy currents).
-
Efficiency drivers (ECS): rotor speed, pole count, splitter position, belt speed, and particle size distribution.
-
Notes: There’s an optimum rotor RPM for a given pole design and feed; too fast can reduce purity. See Bunting’s ECS operating parameters and construction principles from Dings Magnetic.
Optical/NIR sorters
-
What they do: identify materials by spectral signatures and eject with fast air valves.
-
Efficiency drivers: uniform illumination, singulation (monolayer), belt speed stability, valve health, and calibration. Vendor maintenance guidance emphasizes keeping optics and valves within spec, and homogeneous light distribution improves detection stability; see TOMRA’s maintenance and illumination notes in industry news and technical materials.
X-ray (transmission/fluorescence)
-
What they do: separate by density/atomic number contrast.
-
Efficiency drivers: calibration stability, shielding integrity, and material presentation.
-
Notes: Coordinate with radiation safety plans and interlocks; commissioning must be done by qualified personnel.
AI vision robotics (pick-and-place)
-
What they do: detect and pick target items using cameras and robot arms.
-
Efficiency drivers: detection accuracy, conveyor tracking latency, pick rate vs infeed rate, grip reliability, and burden depth.
-
Notes: Works best as a final polishing step where burden is already singulated.
Typical performance ranges (indicative; verify on your feed):
After commissioning, log these KPIs per shift with clear sampling notes; trend purity, recovery, and kWh/t alongside belt speeds and setpoints to catch drift early.
Conveyor–sorter integration: where efficiency is won or lost
Here’s the deal: most plants leave efficiency on the table at the transfer points and feed zones. Practical, CEMA-style practices that consistently pay off:
-
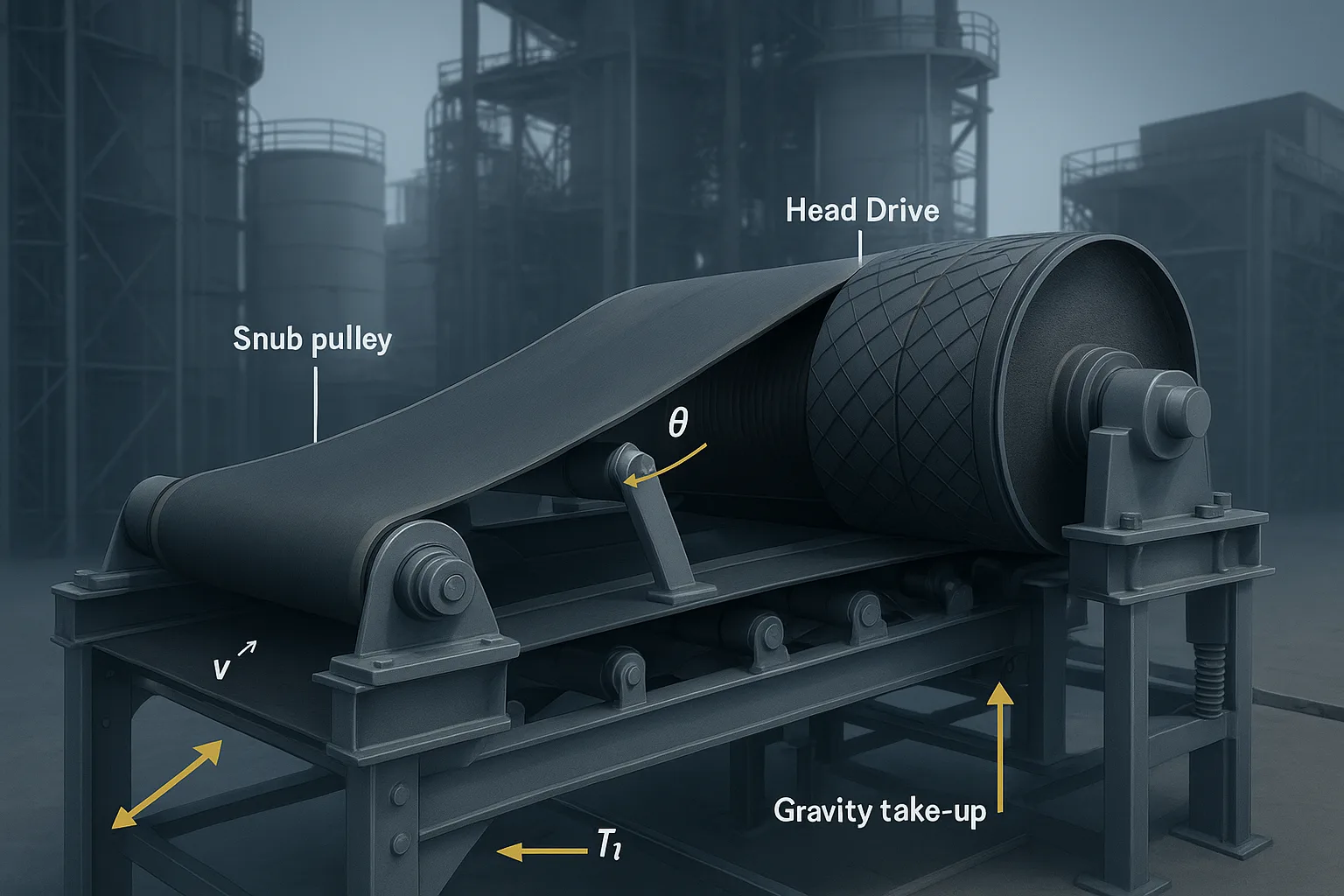
Belt speed and transfer geometry: Match material exit velocity to the receiving belt to minimize bounce and re-entrainment. Maintain a settling zone with skirtboards; extend sealing length beyond the impact area and terminate over an idler for support.
-
Skirtboards and dust control: Size chute openings around two-thirds of troughed belt width; maintain adequate liner height; keep exit air velocity low (<~200–250 ft/min) or add capture. Committee notes compiled by CEMA outline these principles.
-
Load zone support: Use impact idlers/beds under the loading point and continuous support beneath sealing to prevent leakage and maintain a shallow, uniform burden depth.
-
Speed stability for sorters: Optical sorters and ECS units depend on belt speed being exactly what the PLC expects. Verify with a tachometer during commissioning and at routine intervals.
For background on why idlers and support matter for reliability and power, see this primer on the importance of belt conveyor idlers.
Neutral, real-world example
In a plastics line, singulation before the optical sorter was inconsistent due to variable belt speed and shallow idler troughing that allowed load bulging under skirts. After matching belt speed to the sorter’s calibrated value and upgrading idler spacing in the load zone, the team achieved a more uniform, monolayer burden. A conveyor supplier like BisonConvey can provide belts, idlers, and pulleys suitable for these conditions; selection should follow measured belt tensions, impact ratings, and space constraints rather than brand.
Selection and implementation guidelines
-
Define targets up front: purity, recovery, throughput, specific energy, and availability. Build an OEE baseline over two weeks.
-
Technology fit: choose based on dominant material properties and particle-size distribution. For example, ECS requires conductive nonferrous and adequate particle size; optical/NIR needs clean, singulated surfaces.
-
Procurement checklist:
-
Feed characterization: PSD, bulk density, moisture, contaminants.
-
Equipment parameters: sorter field of view, valve pitch, rotor RPM/pole count, air classifier airflow, screen apertures, belt width/speed.
-
Integration: transfer geometry, skirtboard design, idler spacing, guards and access.
-
Controls: PLC/SCADA interfaces, safety functions.
-
-
Commissioning checks:
-
Verify belt speeds with a handheld tachometer; align PLC setpoints.
-
Run singulation tests (photo/video + sampling) and tune guides/skirts.
-
Validate optical illumination uniformity and calibration; perform ECS trajectory tests to set belt/rotor speeds and splitter.
-
Confirm dust extraction airflow and balance.
-
Standards to reference during design and commissioning: perform a risk assessment per ISO 12100, design safety-related control functions to ISO 13849‑1, and verify electrical equipment against IEC 60204‑1. For belt conveyor safety and guarding, consult EN overviews such as EN 619 and EN 620 (obtain official documents for full requirements). Where combustible dust may be present, perform zoning and select equipment in line with ATEX 2014/34/EU or IECEx principles.
Troubleshooting common efficiency losses
-
Optical sorter purity drops: Check belt speed drift and recalibrate timing. Clean lenses and check illumination uniformity. Inspect and test air valves. Re-establish singulation with guides and speed tuning.
-
ECS recovery fluctuates: Verify rotor RPM and belt speed against the tuned point. Inspect splitter alignment. Review feed size distribution.
-
Air classifier instability: Inspect for air leaks or blocked ducts. Verify blower speed and damper positions. Check dust collector performance.
-
Screen misclassification: Check for blinding or worn media. Adjust stroke/frequency and feed rate. Manage moisture.
-
Conveyor issues that cascade into sorting: Belt mistracking, carryback, or spillage will thicken burden and upset timing. A practical primer on tracking fixes is available in this conveyor belt misalignment troubleshooting guide.
Best practices and maintenance
-
Daily: Walk the line during operation; listen for bearing noise; look for spillage and dust plumes. Clean optical windows and sensors; drain water traps; check air pressure and valve diagnostics.
-
Weekly: Inspect idlers, belt cleaners, skirting wear, and sealing pressure; verify belt speed with a tachometer sample. Test ECS rotor/belt speeds and record current draw; check air classifier pressure drops and airflow balance.
-
Monthly: Alignment checks on pulleys and idler frames; thermal scan on motors and MCCs; verify PLC time bases and sorter calibration. Review OEE and kWh/t against targets; plan corrective actions.
Safety program notes: lockout/tagout for all interventions; maintain guarding and interlocks to the performance levels defined during the ISO 13849‑1 risk assessment; update the risk file per ISO 12100 when equipment or operating conditions change. For MRF fire and safety practices, industry guidance underscores preventive housekeeping and bearing monitoring for ignition risk.
Practical conveyor example: belt and idler selection for singulation
Think of singulation like trying to spell out Scrabble tiles on a moving tray: if the tray jerks or tilts, tiles clump and overlap. In one RDF pre‑processing line, switching from a worn fabric belt to a stiffer, appropriately rated carcass and adjusting idler spacing improved belt stiffness in the load zone. The result was less sag under skirts and a flatter, more uniform burden before the optical sorter. If you’re assessing belt types for such zones, this explainer on EP vs. steel cord conveyor belts outlines trade‑offs to consider for short loading zones versus long, high‑tension runs.
Energy and OPEX considerations
Typical MRFs can consume roughly 4.7–7.8 kWh per tonne of input, depending on configuration, with glass handling noted as a significant share in some LCAs; see this LCA study overview summarizing electricity intensity in materials recovery facilities. To reduce kWh/t without harming throughput, smooth the infeed to avoid start‑stop losses and use variable-speed drives to match motor speed to load. Proactively maintain bearings, idlers, and cleaners to prevent friction and slip losses. Monitor power at the MCC and correlate with OEE to spot energy‑waste conditions.
Conclusion and next steps
Efficiency of Automatic Waste Segregation Systems is achieved by combining the right separation technologies with disciplined conveyor integration, rigorous commissioning, and steady maintenance. Start with clear KPIs and a clean baseline, validate your technology choices on your feed, lock in belt speed and singulation, and keep optics, airflows, and rotors within spec. Then use OEE and kWh/t trends to sustain gains.
If you need engineered conveyor components to stabilize burden depth and speed in feed zones, a supplier like BisonConvey can support belt, idler, and pulley selection to fit your constraints. Share your feed data and operating targets to evaluate options objectively.