What Is a Conveyor System?
A conveyor system is an engineered assembly that moves materials continuously and safely from one point to another. In heavy industry, it’s the backbone of reliable throughput—moving ore to crushers, clinker to coolers, or packages through a warehouse—with controlled capacity, speed, and power.
Key takeaways
-
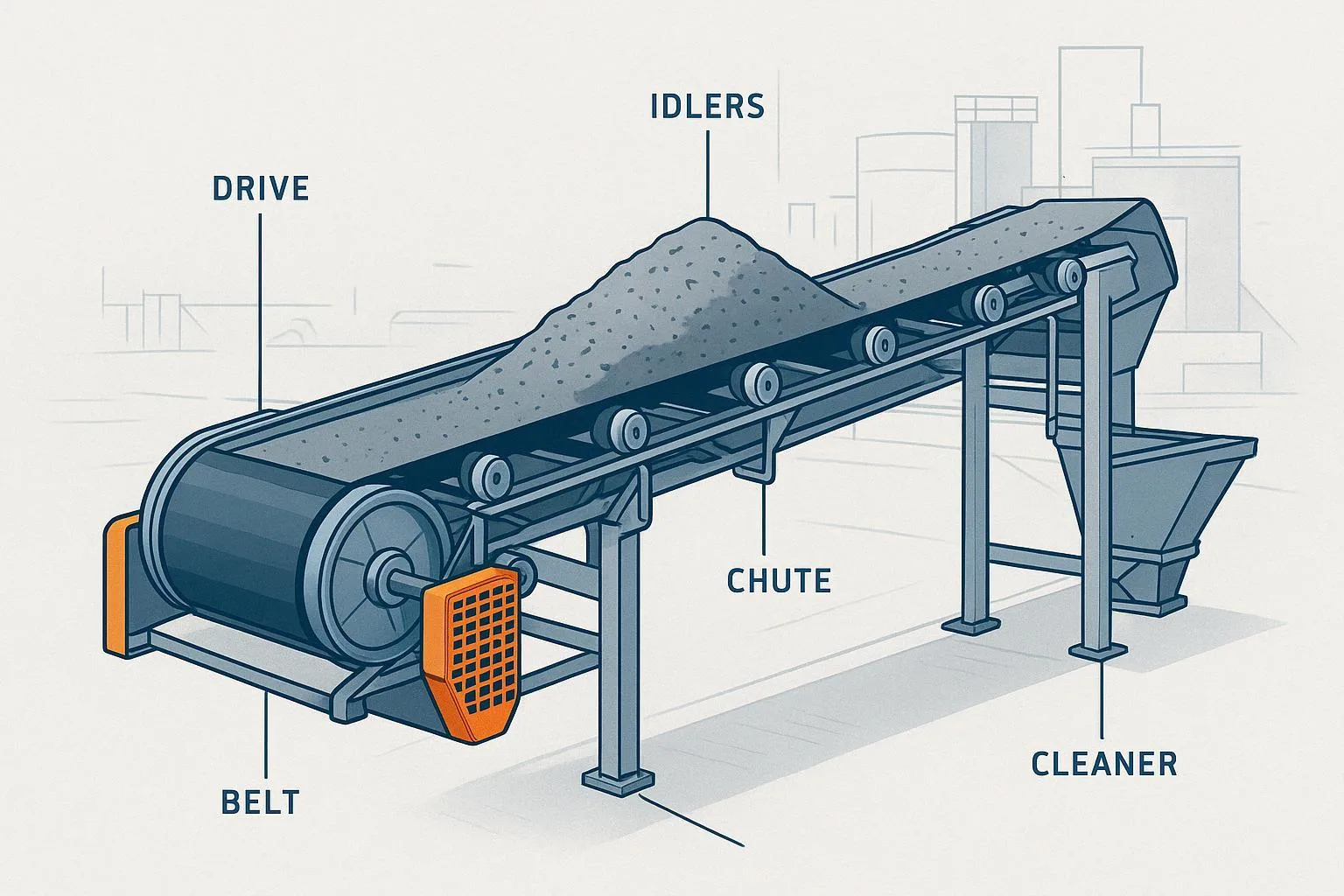
A conveyor system is a coordinated set of drive(s), conveying medium (e.g., belt), pulleys/idlers or rollers, structure, loading and discharge points, and controls/guards that provides continuous transport.
-
Belt conveyors dominate bulk handling because they offer high capacity, long distances, and energy efficiency when engineered correctly.
-
Standards anchor good design and compliance: see the CEMA Belt Book and publications, ISO belt specifications, DIN calculation basis, and OSHA/MSHA safety rules.
-
Selection starts with material properties, capacity, and geometry—then aligns belt construction, idler class, pulleys/lagging, cleaners, and guarding.
-
Most common issues (mistracking, carryback, slippage) trace back to alignment, tension, lagging, loading geometry, and cleaner selection.
What is a conveyor system—and why it matters
A conveyor system is an integrated mechanical and control system—comprising drive(s), a conveying medium (such as a belt, roller bed, screw, chain, or air stream), pulleys and idlers/rollers, a supporting frame, loading and discharge points, and safety controls/guards—that continuously transports materials at a defined capacity and speed. This framing aligns with the body of practice represented by CEMA’s publications on belt conveyors and the belt specifications codified in ISO 14890 (textile belts) and the ISO 15236 steel-cord family, with power/tension sizing commonly based on DIN 22101’s calculation principles.
Why it matters: conveyors enable continuous, automated flow, reducing manual handling, stabilizing upstream/downstream processes, and improving safety when properly guarded and maintained. In mining, cement, and ports, they also cut haulage energy and dust when paired with good chute design and cleaning.
Conveyor families at a glance
Conveyors fall into families with distinct strengths. The table helps narrow options before you dive into sizing.
Belt conveyors: core components and typical choices
Belt conveyors dominate bulk handling. Understanding each component helps you size and maintain the system efficiently.
Drives and power/tension basics
-
The drive (motor + gearbox + drive pulley) must overcome running resistances and provide starting torque without excessive belt slippage. Power and belt tensions are sized using methodologies documented in the CEMA Belt Book and the principles of DIN 22101—consult these for the accepted calculation workflows.
-
Take-up (gravity, screw, or hydraulic) provides the necessary belt tension and travel to accommodate stretch and load changes. In practice, stable take-up travel is essential to avoid oscillations during start/stop.
Pulleys and lagging
-
Common pulley roles: drive, tail, snub, bend, and take-up. Diameter and face width follow belt and tension requirements.
-
Lagging improves traction and sheds water or fines. Ceramic or patterned rubber lagging is often used where high torque or wet conditions cause slippage; plain rubber is common elsewhere. Check lagging wear as part of your inspection cadence.
Idlers and supporting structure
-
Idlers carry and shape the belt. In bulk handling, troughing idlers form the material cross-section; return rollers support the empty belt. Choose load class per CEMA Standard No. 502 (troughing and return idlers).
-
For a deeper primer on definitions and importance, see the internal guide Belt conveyor idlers: definition and why they matter.
Belts and cover grades
Textile carcasses (EP/NN) and steel-cord carcasses serve different spans and tensions. Cover compounds are selected for abrasion, heat, oil, or flame resistance.
For a deeper comparison, see the internal reference EP vs NN vs Steel Cord Conveyor Belts.
Loading, transfer, and chute control
-
Well-designed loading points use impact beds or impact idlers, skirting for containment, and chute geometry that aligns material flow with belt direction and speed to minimize wear and spillage.
-
Transition distances (from flat to trough) and troughing angles must respect belt stiffness and CEMA/DIN guidance to avoid edge damage.
Belt cleaning and carryback control
-
Cleaner selection should follow application severity. CEMA Standard No. 576 classifies belt cleaning applications to guide primary and secondary cleaner choices.
-
Combine cleaners with effective chute sealing and adequate maintenance access.
Standards and regulations you should know
Standards and safety regulations provide the common language for design, procurement, and compliance. Consult and apply the originals:
-
CEMA publications for design practices and the Belt Book: CEMA’s publications portal.
-
Idlers: CEMA Standard No. 502.
-
Belt cleaner application classification: CEMA No. 576.
-
Textile belts specification: ISO 14890.
-
Steel-cord belts family: ISO 15236 catalogue.
-
Calculation basis: DIN 22101.
-
Guarding and power transmission (general industry): OSHA 29 CFR 1910.219.
-
Conveyors in construction: OSHA 29 CFR 1926.555.
-
Mining protective measures: MSHA 30 CFR 56.14110 (surface) and 57.14110 (underground).
Site-specific risk assessments and local regulations may impose stricter requirements—always verify.
Practical selection and implementation checklist
Start with facts about the material and duty, then match components to calculated loads and environmental conditions.
-
Define material and duty: lump size and distribution, bulk density, abrasiveness, temperature, moisture/stickiness. These inputs drive belt cover grade (see ISO 14890/15236 scope) and cleaner class per CEMA 576.
-
Capacity and geometry: determine required tph and layout (length, lifts, and transfers). Select belt width and target speed using accepted CEMA/DIN workflows. Long, high-capacity routes often favor wider belts at moderate speeds for wear control.
-
Belt construction and cover: choose EP/NN for short-to-medium spans; steel cord for high tensions/long distances. Heat- or oil-resistant covers for clinker or oily feed. For high-temp guidance, see the internal note How to select conveyor belts for high-temperature mining.
-
Idler class and spacing: assign CEMA 502 class (C–F typical for bulk) based on load and environment; balance spacing for support vs. power. Sealed bearings and corrosion protection in wet/coastal service.
-
Pulleys and lagging: size diameters for belt construction and tensions; apply ceramic or patterned lagging where traction is critical or conditions are wet.
-
Cleaning and containment: select primary/secondary cleaners using CEMA 576 application classes; design skirts and chute geometry to minimize fines and turbulence.
-
Guarding and controls: ensure guarding of power transmission per OSHA 1910.219; apply emergency stops and pull-cords per site practice; mining operations must also meet MSHA requirements.
-
Commissioning and verification: confirm alignment (string line or laser), take-up travel, splicing quality, and sensor/stop tests before loading.
Micro-example: For a 1600 mm plant conveyor carrying abrasive ore, calculations may assign a CEMA E idler load class with 35° troughing. A supplier such as BisonConvey can provide CEMA C–F class idlers and matching pulleys to align with the calculated duty—selection should always follow the computed loads and the standards cited above.
Worked industry scenarios
Mining overland trunk line
-
Typical choices: steel-cord belt (ISO 15236 family), speeds on the order of 2–5 m/s depending on capacity and profile, CEMA D/E/F idlers per calculated load.
-
Notes: use DIN 22101/CEMA power-tension workflows; design take-up travel generous enough for creep and temperature; apply MSHA-relevant guarding and protective measures where applicable.
Cement clinker transfer
-
Typical choices: textile belts with heat-resistant covers per ISO 14890 grades; impact beds at loading; robust skirting. Carryback risk is higher—select primary and secondary cleaners using CEMA 576 application classes.
-
Tip: if material is very hot and dry, reduce belt speed slightly and increase width to minimize cover wear.
Port terminal shiploader / stacker-reclaimer
-
Typical choices: corrosion-resistant idlers/pulleys and sealed bearings; dust-controlled chutes; ceramic lagging to maintain traction in wet/salty conditions.
-
Notes: wind loading can affect tracking—check idler alignment and add wind guards where feasible.
Manufacturing intralogistics line
-
Typical choices: powered roller or flat-belt conveyors for cartons and totes; focus on guard placement at transfers and live rollers; emergency stop pull-cords or buttons in accessible locations.
-
Compliance: follow OSHA 1910.219 for guarding; construction-phase installs may also trigger OSHA 1926.555 provisions.
Common problems and troubleshooting
Most symptoms trace to alignment, tension, or material control. Use this quick-reference table.
Maintenance best practices and inspection cadence
A disciplined routine keeps availability high and prevents compounding damage. Build a plan that fits your duty and environment.
-
Daily/shift: walk the line where safe; remove build-up at pulleys and idlers; verify tracking and listen for bearing noise; confirm emergency stops are accessible and tested per site procedures.
-
Weekly: check lagging condition, cleaner blade wear and tension, skirt seals, and idler alignment; verify take-up travel and scale calibration if fitted.
-
Monthly/quarterly: audit splices (hot/cold mechanical) for signs of separation; measure belt cover wear; review idler rotation resistance; inspect structure for corrosion and loose fasteners.
-
Always: apply lockout/tagout and guarding practices consistent with OSHA 1910.219 and site rules before maintenance. Mining sites must also meet MSHA requirements referenced above.
Conclusion and next steps
Conveyors are engineered systems that deliver steady, predictable flow when components and controls are matched to the material and duty. Start with material data and capacity, size belt and speed using accepted methods, pick the belt construction and idler class to suit calculated loads, and control the loading and cleaning details that drive availability.
Actionable next steps:
-
Document your material and duty parameters and map the conveyor geometry.
-
Apply the standards referenced here to develop a preliminary specification.
-
Plan for maintenance access, cleaning, and guarding from day one.
If you need component-level support—from belts and idlers to pulleys and cleaners—BisonConvey can help align selections with your calculated duty and standards-based requirements. Visit BisonConvey to discuss a custom solution.
Further reading and resources
-
Design & practice: CEMA publications on belt conveyors
-
Idlers: CEMA Standard No. 502 listing
-
Cleaner application classes: CEMA No. 576
-
Textile belts: ISO 14890
-
Steel-cord belts: ISO 15236 catalogue
-
Calculation basis: DIN 22101
-
Guarding: OSHA 1910.219 eCFR; Mining: MSHA 56.14110