If you’re running conveyors at a mine, you usually don’t need “the best belt.” You need the belt architecture and supplier model that matches your duty: overland bulk haulage vs plant conveying, wet fines vs sharp ore, long-distance tensioning vs frequent shutdown access.
This comparison is built for shortlisting—not hype. It maps five well-known belting brands to mining-relevant criteria, and it calls out when a brand’s public product focus points to a different belt architecture than classic rubber bulk belts.
Quick comparison matrix (mining-focused)
Pro Tip: In mining, the first shortlist decision isn’t “which brand?” It’s “which belt architecture?” Brand selection follows once the carcass and duty are correct.
Fit to mining duty: overland bulk haulage vs plant/process conveying
A practical way to prevent mis-spec is to separate your mine into two environments:
-
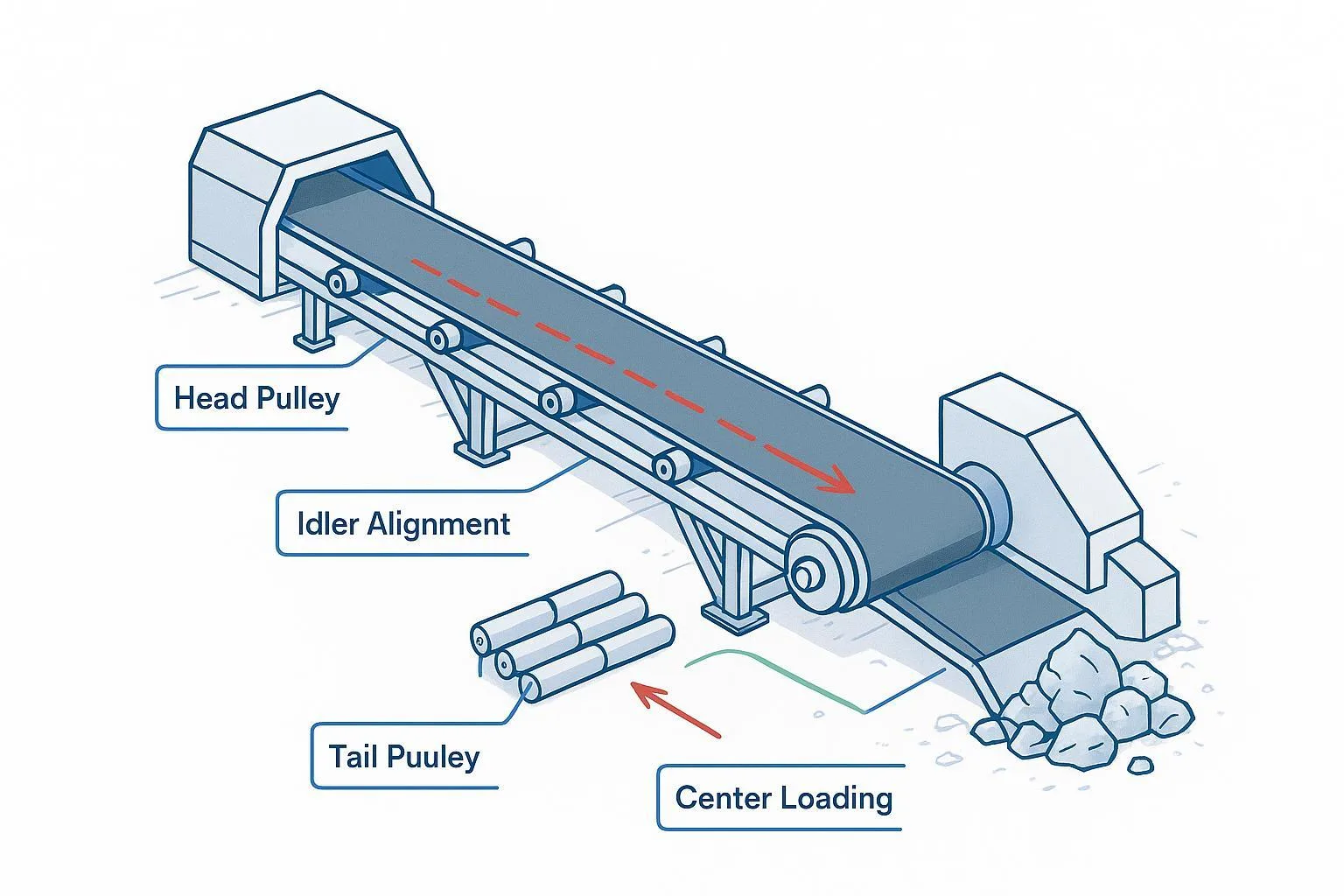
Overland / high-tension bulk haulage: long center distances, high take-up, high tensile demand, and downtime cost dominated by catastrophic events (rip, splice failure) and long repair windows.
-
Plant and process conveying: shorter conveyors, more transfers and chutes, more contamination exposure, more frequent maintenance access, and often more varied belt surfaces.
Many “conveyor belt brands” are strongest in the second environment (plant/process). Overland bulk haulage is typically dominated by rubber belts with steel cord or heavy EP/NN fabric carcasses.
If you’re writing a mining shortlist, separate vendors by whether they can support:
-
long-distance tensioning behavior
-
heavy impact at loading zones
-
cover compound matched to your ore abrasiveness/cut severity
-
splice QA and on-site support
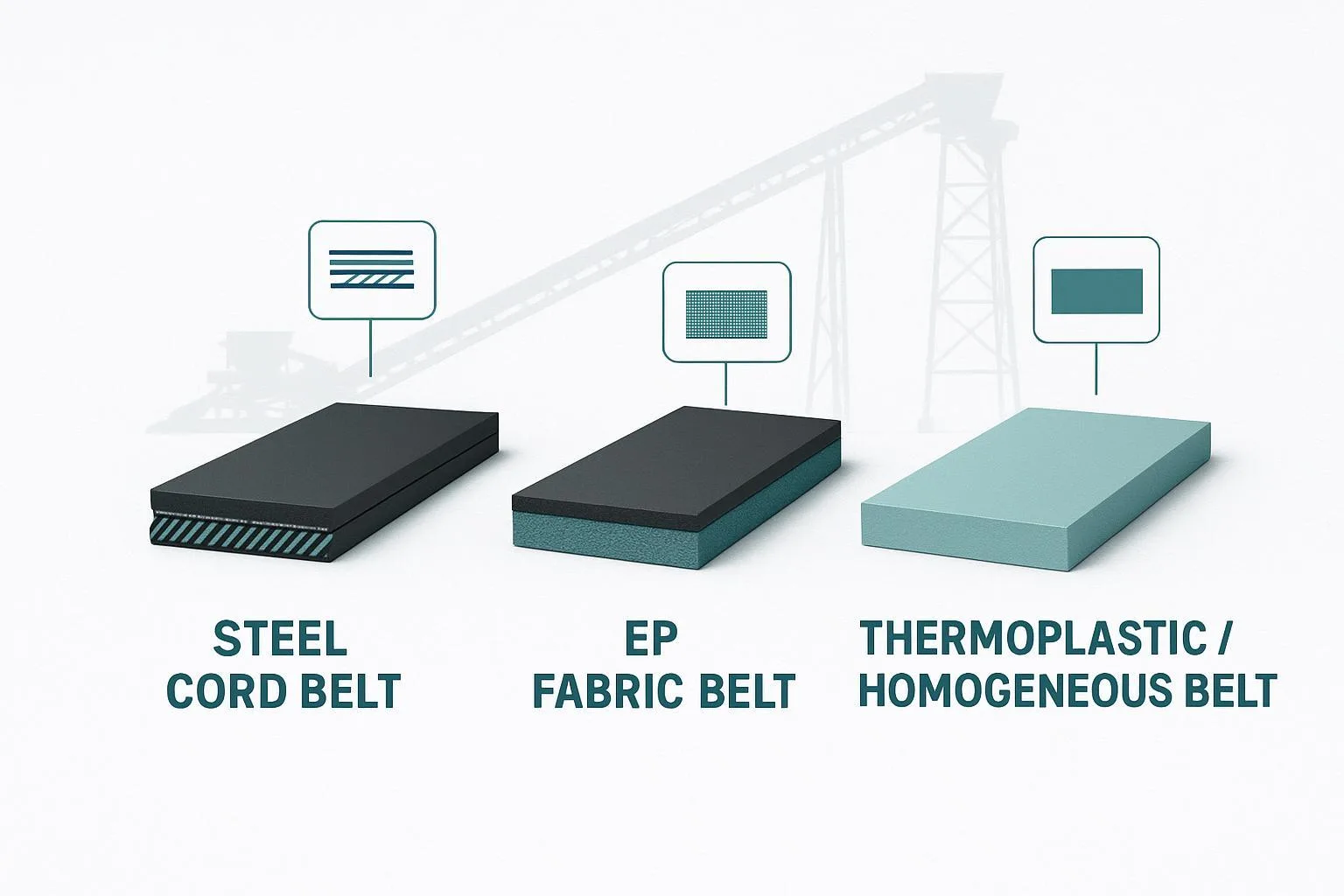
Conveyor belt comparison by architecture: steel cord vs EP/NN vs homogeneous/modular
For heavy-duty bulk conveying, the carcass is the foundation. Get this wrong and every other “feature” becomes irrelevant.
Steel cord belts (typical for long-distance, high-tension)
Steel cord belts are built for high tensile strength and very low elongation. If you’re evaluating long-distance systems, specify:
-
tensile rating range needed (ST class)
-
elongation limits and take-up travel assumptions
-
rip detection / splice monitoring compatibility (if required)
For a quick internal reference on typical mining specs, see BisonConvey steel cord conveyor belts.
EP/NN fabric belts (common for many mine conveyors, shorter overland, plant lines)
EP (polyester/nylon) and NN (nylon/nylon) constructions often give you a practical balance of troughability, impact absorption, and splice flexibility.
Your spec should call out:
-
ply rating and tensile class (EPxxx)
-
cover thickness targets (top/bottom) based on wear mode
-
required cover grade family (abrasion, heat, oil, fire resistance)
For a practical baseline, see BisonConvey EP/NN fabric conveyor belts.
Homogeneous thermoplastic and positive drive belts (niche fit for mines)
Homogeneous thermoplastic systems (including positive drive concepts) can be a strong fit where you’re fighting chronic slip or tracking instability on certain process conveyors. Volta’s positive drive line positions itself specifically around overcoming slippage and off-tracking (see Volta’s Positive Drive overview).
In mining, these solutions tend to be site-specific:
-
great when the conveyor design and environment fit the thermoplastic + pulley system
-
not a default replacement for steel cord/EP overland bulk hauling
Modular plastic belts (generally plant-level, not overland bulk hauling)
Modular plastic belting is a different architecture again, with strengths around modular repairability and certain transfer/handling problems. Intralox’s public portfolio is centered on modular plastic belting and related systems (see their products overview).
If modular systems are being considered at a mine, keep the discussion grounded in the local duty (chemical exposure, temperature, impact, and geometry), not in generic “heavy-duty” labels.
Cover grades and wear modes (abrasion, cut, gouge)
In mining, many premature belt failures are cover failures—not carcass failures.
Write your shortlist criteria around the wear mode you actually have:
-
High abrasion (fine, hard particles): prioritize abrasion resistance and adequate cover thickness.
-
Cut and gouge (sharp, large lumps, drop height): prioritize cut/tear resistance, impact resistance, and loading-zone design (skirting, impact beds) alongside cover choice.
-
Wet sticky fines: focus on carryback, cleaning system compatibility, and surface behavior.
A useful vendor question: “Show your recommended cover grade for this ore and duty, and the test standard you’re referencing.” (If the answer is vague, your shortlist should be cautious.)
Splicing, maintainability, and downtime risk
In mining, splicing is often the real reliability bottleneck.
Shortlist vendors on what they can support in the field:
-
splice method options for your belt type (and whether the method is realistic at your site)
-
splice QA process and documentation
-
training/support model (who stands behind the splice)
-
repair strategy for rips/tears and expected restoration window
⚠️ Warning: A belt that’s “strong on paper” can still be a bad choice if your site can’t execute high-quality splices consistently.
Safety and compliance documentation (especially fire resistance)
Mining sites differ: underground coal and enclosed conveyors raise the bar on fire resistance and antistatic requirements.
For shortlisting, treat compliance as an evidence problem:
-
ask for the specific test standard(s) and certificates relevant to your jurisdiction/site policy
-
confirm whether compliance applies to covers, carcass, or the full belt system
-
confirm how compliance interacts with abrasion performance (tradeoffs are real)
Keep the tone neutral: your goal is traceability, not “marketing compliance.”
Service footprint, lead time, and vendor qualification
A mine’s vendor shortlist isn’t only about belt performance. It’s also about whether the supplier can keep you running.
Use these as explicit criteria:
-
lead time predictability for your widths/ratings
-
availability of matching splicing materials and tools
-
on-site service options and escalation path
-
evidence of supplying similar duties (references you can verify)
This is where large multi-industry suppliers can shine—if they have the right belt family for your duty and the support model to match.
How to shortlist: 10-question RFQ checklist for mining conveyor belts
Use these questions to make vendor proposals comparable:
-
What belt architecture are you proposing (steel cord / EP/NN / homogeneous / modular), and why is it the right match for this duty?
-
What tensile rating range are you recommending, and what inputs did you use (TPH, speed, incline, length, take-up)?
-
What cover grade do you recommend for this ore and drop-height regime? Cite the test standard.
-
What top/bottom cover thickness do you recommend, and what failure mode does that protect against?
-
What elongation should we expect in-service, and what take-up travel is required?
-
What splice method do you recommend for this belt family at our site, and what QA steps do you require?
-
What is your rip/tear mitigation approach (belt design options, detection compatibility, repair plan)?
-
What compliance documents apply (fire resistance, antistatic), and what is the certificate scope?
-
What are typical lead times for our widths/ratings, and what is your contingency plan for urgent replacements?
-
What comparable mining references can you provide (similar ore, length, tension, climate)?
Next step
If you want a second set of eyes on a shortlist or an RFQ, BisonConvey can help with an application-fit review (belt architecture, cover grade, and splice plan) based on your route profile and material data. Start with a simple package: conveyor length, lift, belt speed, target TPH, ore PSD, drop heights, and your site’s safety/compliance requirements.