A conveyor belt is the continuous, flexible carrying member of a belt conveyor. It runs over pulleys and idlers to move bulk or unit materials along a defined path, with drive friction and controlled tension enabling motion. Within the belt conveyor system, the belt works with the drive, pulleys, idlers, take‑up, and loading/cleaning elements.
Key takeaways
-
Conveyor Belt Definition and Basics: a conveyor belt is the flexible conveying member that transports material over pulleys/idlers within a belt conveyor system.
-
Core anatomy: carcass (textile EP/NN or steel‑cord ST) protected by top and bottom covers, with skim layers between plies.
-
Components that enable function: drive pulley/lagging, tail/snub/bend pulleys, idlers, take‑up, cleaners, skirting, and tracking devices.
-
Standards to know: tensile/elongation testing for textile belts (ISO 283), antistatic properties (ISO 284), laboratory flame testing (ISO 340), steel‑cord belt requirements (ISO 15236), and CEMA references for system context and idlers (CEMA 502).
-
Selection hinges on duty, material, geometry, minimum pulley diameters vs belt construction/splice, and compliance needs (antistatic/flame where required).
-
First‑line troubleshooting covers mistracking, slippage, spillage/carryback, wear, and splice issues; start with alignment, tension, cleanliness, and loading centerline.
Conveyor Belt Definition and Basics — how it works
In CEMA’s framework, a belt conveyor uses a belt as the carrying medium to move loads horizontally, on an incline, or on a decline. The belt itself is only one part of a system that includes the drive, pulleys, idlers, take‑up, structure, and loading/cleaning elements. For terminology and system context, see the overview in CEMA publications such as the Belt Book and component listings referenced by the association. CEMA’s public review materials describe belt conveyors as using a belt as the carrying medium for controlled movement of loads. See the association’s review note in 2019 for ANSI/CEMA 402 and its component family pages for system elements (ANSI/CEMA 402 review note; CEMA bulk belt conveyor components).
Belt anatomy and operating principles
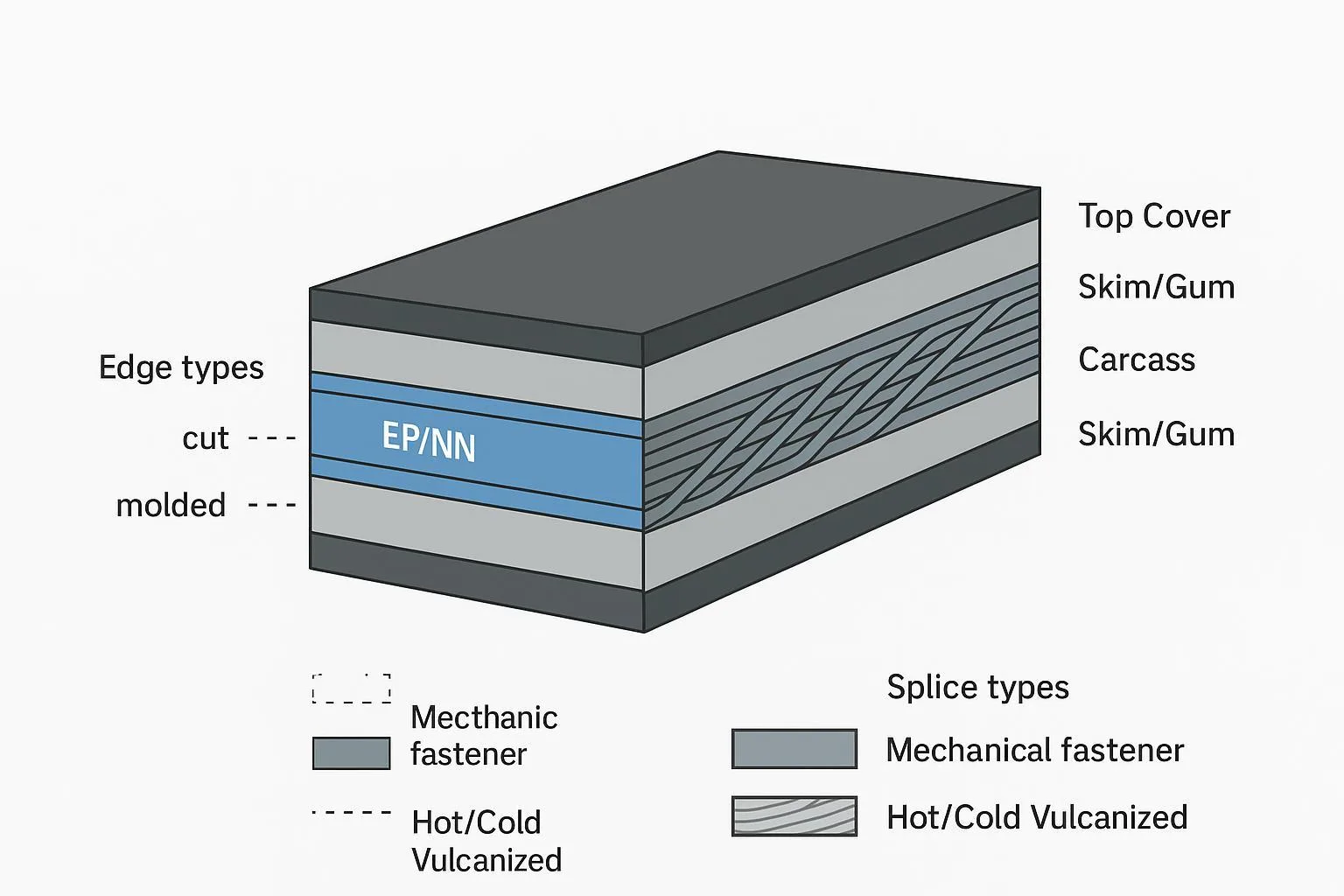
Think of the belt like a body: the carcass is the skeleton that carries tension, and the covers are the skin that protects it.
-
Carcass: either multiple textile plies (EP/NN)—often called fabric conveyor belts in purchasing—or longitudinal steel cords (ST).
-
Covers: top and bottom rubber/plastic layers protect the carcass and provide wear/heat/oil/flame resistance depending on the compound.
-
Skim/gum layers: bond plies or cords to distribute load and flexing.
-
Edges: cut or molded; selection affects sealing and fray resistance.
-
Splices: mechanical fasteners versus hot/cold vulcanized. Splice method influences minimum pulley diameters and service life.
Operating principles in brief:
-
Drive friction at the head pulley transmits power; lagging improves traction and reduces slip.
-
Tension is maintained by a take‑up (screw or gravity), enabling friction and accommodating elongation.
-
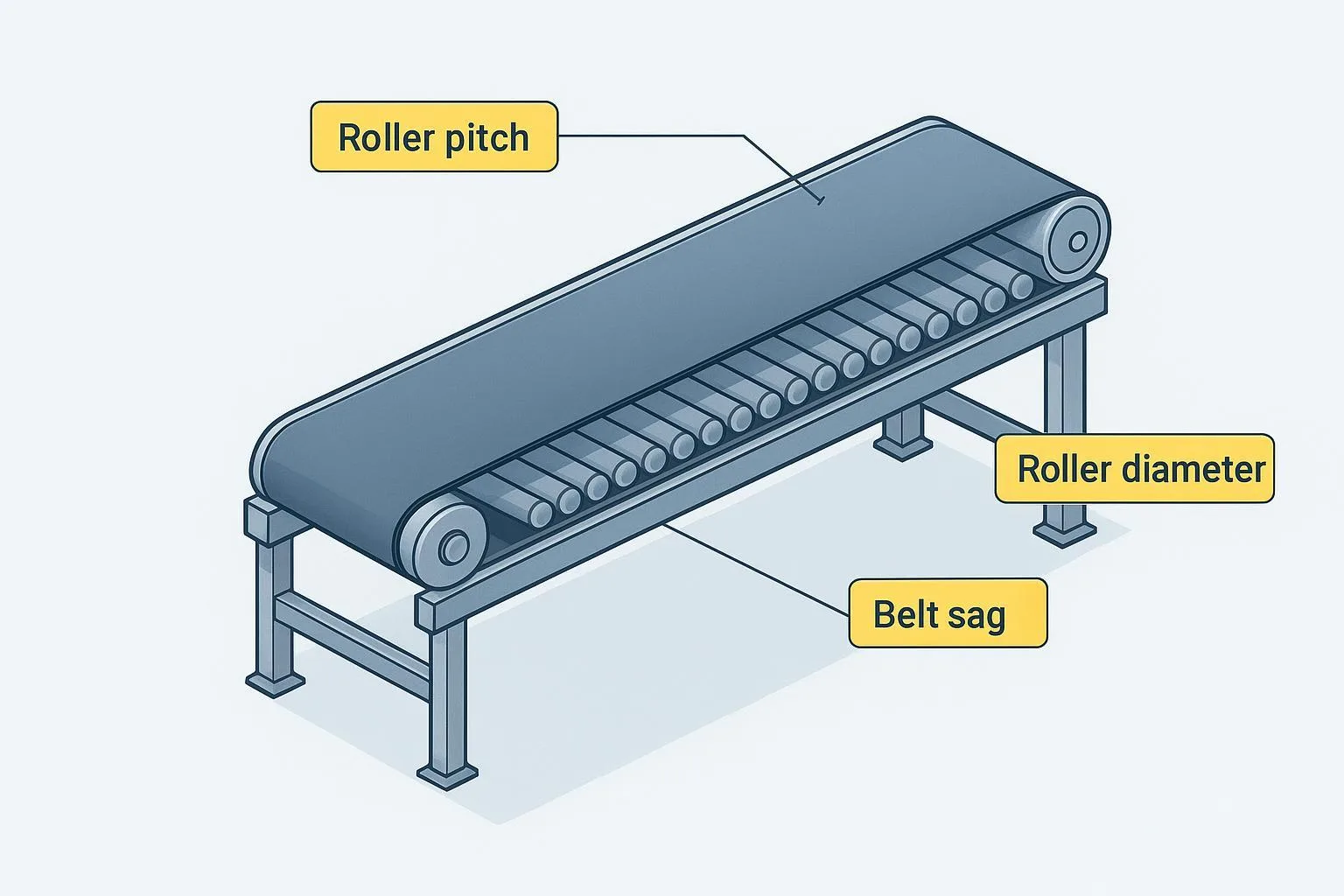
Troughing idlers shape the belt to contain bulk material; transitions between flat and trough require proper distances to avoid edge stress.
Types of conveyor belts — textile (EP/NN) vs steel‑cord (ST)
Below is a practical, qualitative comparison. Always confirm exact figures (tensile ratings, elongation, and minimum pulley diameters) with current OEM tables and splice manufacturer guidance.
Components that enable the belt
-
Pulleys: drive, tail, snub, and bend pulleys establish wrap, direction changes, and traction. Lagging (ceramic or rubber) increases friction and sheds water/fines. System force/power treatment is covered broadly in CEMA’s Belt Book (CEMA Belt Conveyors for Bulk Materials, 7th ed.).
-
Idlers: troughing, impact, and return idlers support the belt and shape the trough. Selection and dimensions are addressed in the CEMA 502 standard (CEMA 502 — Troughing and Return Idlers).
-
Take‑up: screw take‑ups suit short belts with modest elongation; gravity take‑ups provide consistent tension on longer belts.
-
Cleaners and skirting: primary/secondary cleaners control carryback; skirting and proper loading reduce spillage and dust.
-
Tracking devices: training idlers and edge sensors correct minor wander but cannot fix misalignment or poor loading.
Standards you’ll see in specifications
When you write or evaluate belt specifications, standards provide a shared language for safety and performance. Relevant anchors include:
-
Tensile and elongation tests for textile belts per the 2023 edition of EN ISO 283 (test methods and definitions). See the public listing for the current edition (EN ISO 283:2023 listing).
-
Electrical conductivity (antistatic) requirements and test method per ISO 284. The ISO Online Browsing Platform indicates a 2025 edition; consult the latest scope for procurement language (ISO 284 entry and ICS listings).
-
Laboratory flammability characteristics and test method per ISO 340 (2022 edition listed on ISO ICS 13.220.40) (ISO 340 on ICS 13.220.40).
-
Steel‑cord belts — construction/performance requirements and special underground safety notes are covered in the ISO 15236 series (see ISO OBP for current parts and scopes) (ISO OBP portal).
-
For system context and idler selection, CEMA publications (Belt Book) and CEMA 502 provide terminology and selection parameters (see CEMA store pages linked above).
Note: An older textile‑belt standard (ISO 14890:2003) has been withdrawn. Rather than rely on legacy cover grade letters, specify properties directly (abrasion, heat, oil, flame, antistatic) and cite the applicable ISO tests in your purchase documents.
Applications and real‑world scenarios
-
Mining, primary crusher to overland: Long, high‑tension runs favor steel‑cord belts with gravity take‑ups and reliable splicing. Consider rip detection, robust cleaners, and dust suppression. For broader forces/power context, CEMA’s Belt Book remains a widely referenced resource (CEMA Belt Book).
-
Cement plant clinker transfer: Hot clinker demands heat‑resistant compounds and abrasion protection in the top cover. Confirm temperature at loading and choose compounds accordingly; verify idlers/lagging are suitable for elevated temperatures.
-
Port/terminal shiploader: Exposed, long runs with potential ignition sources may require antistatic per ISO 284 and flame testing per ISO 340 based on risk assessment and regulation. Marine exposure calls for weather/UV considerations and attention to cleaners to reduce carryback into the structure.
-
Unit handling vs bulk handling: Manufacturing/packaging belts for unit handling often use different materials and speeds; this article focuses on bulk material handling belts used in mining, cement, and terminals.
Example in practice: Where sites standardize on ISO‑aligned documentation and CEMA terminology, a supplier such as BisonConvey can provide belts, idlers, and pulleys built for heavy‑duty use and supply test certificates (e.g., ISO 283 tensile for textile belts, ISO 284 antistatic, ISO 340 flame testing) to support compliance reviews.
Selection and implementation guide
Use this quick, field‑tested checklist when drafting specifications or evaluating offers.
-
Material characteristics: abrasiveness, lump size/impact energy, temperature at loading, presence of oils/chemicals, and moisture. If you’re fighting rollback on inclines, a chevron conveyor belt may be relevant depending on lump size and required angle.
-
Duty and geometry: conveyor length and lift, trough angle, transition distances, speed, and minimum pulley diameters compatible with your chosen belt construction and splice. For steep inclines or tight containment needs, a sidewall conveyor belt is often evaluated alongside conventional troughing.
-
Safety and compliance: identify whether antistatic (ISO 284) and/or flame testing (ISO 340) is required; for underground or regulated services, review the applicable part of ISO 15236.
-
Splicing method and site capability: mechanical fasteners for quick installs or maintenance constraints; hot/cold vulcanized for long‑term performance. Splice choice impacts minimum pulley diameters and downtime planning.
-
Surrounding components: idler class and spacing (per CEMA 502), pulley lagging selection, chute design and skirting, and suitable cleaners for your material.
-
Procurement and QA: require verifiable test certificates (tensile/elongation per EN ISO 283 for textile belts; electrical conductivity per ISO 284; flame test per ISO 340). Record certificate numbers and dates in your data book.
Helpful tools during design checks:
-
Use a length calculator to verify belt cut length and take‑up travel assumptions (Conveyor Belt Length Calculator).
-
Validate surface speed vs throughput and wear expectations with a simple speed check (Conveyor Belt Speed Calculator).
Common problems and first‑line troubleshooting
Field issues tend to repeat. Start with alignment, tension, cleanliness, and correct loading before changing hardware. Practitioner guides offer useful patterns (FMH Conveyors on tracking problems; IBT Industrial troubleshooting overview; West River on avoiding issues).
Cover compound options and typical use cases
Focus on properties and applications rather than legacy grade letters. Confirm specific test results with suppliers.
Maintenance and best practices
-
Inspection rhythm: Establish daily/weekly inspection points for tracking, spillage, scraper condition, abnormal noise/heat at idlers, and lagging wear. Martin Engineering’s inspection notes provide a helpful orientation to critical points across a conveyor.
-
Cleaning discipline: Maintain primary/secondary cleaners and return plows; remove buildup on pulleys and idlers to preserve traction and tracking.
-
Alignment and geometry: Keep structure plumb and square; verify transitions at loading and before pulleys; confirm idler rolls turn freely. Minor tracking devices are aids, not cures.
-
Tensioning: Re‑tension in small increments and observe belt behavior after 3–5 revolutions before making additional changes; on long runs, prefer gravity take‑ups for consistent tension.
-
Splice quality: Adhere strictly to OEM procedures and curing windows for hot/cold vulcanization; log splice IDs and inspection results.
-
Safety by design and practice: Lockout/tagout before work, maintain guards, manage dust and housekeeping, and ensure walkways/maintenance access are serviceable.
Conclusion and actionable takeaways
-
A conveyor belt is the flexible conveying member of a belt conveyor; it works in concert with drive, pulleys, idlers, take‑up, and cleaners to move material reliably.
-
Choose the carcass type (textile EP/NN vs steel‑cord ST) based on duty and geometry; confirm minimum pulley diameters and splicing method up front.
-
Write specifications around properties and tests (ISO 283, ISO 284, ISO 340; ISO 15236 for steel‑cord), not vendor shorthand.
-
Start troubleshooting with alignment, tension, cleanliness, and loading centerline; only then consider hardware changes.
-
Plan maintenance as a routine: inspections, cleaning, alignment checks, tension control, and splice QA.
If you need belts, idlers, or pulleys with ISO/CEMA‑aligned documentation and materials suited to heavy‑duty service, you can contact BisonConvey for engineering support and custom solutions: https://bisonconvey.com.