If you’re running abrasive ore (iron, copper) or coal, “belt choice” is rarely just a belt. It’s traction margin on the worst day, splice downtime in the worst location, and how much variability your operation can tolerate before you start chasing mistracking, carryback, and unplanned stops.
This comparison is written for mining engineering and maintenance managers making a practical selection between:
-
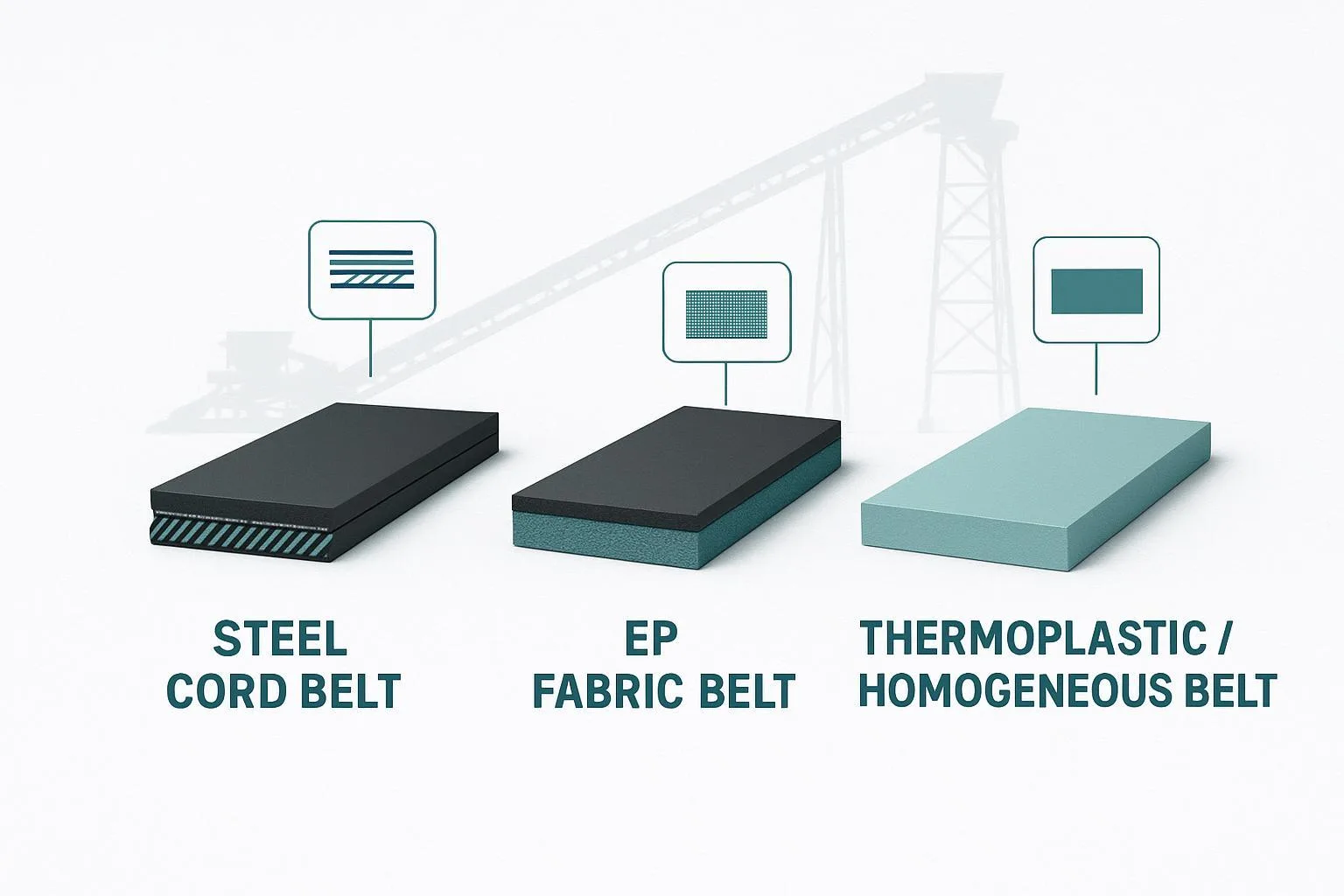
Smooth/plain-top belts (typically EP/NN fabric belts in mining)
-
Chevron cleated belts (patterned top cover for incline traction)
-
Steel cord belts (high-tension carcass for long, high-load runs)
Below is the quick decision matrix. Then I’ll break down each criterion and show where each option is a good fit.
Chevron belt vs smooth belt: quick comparison matrix
Pro Tip: When someone says “smooth belt vs steel cord belt,” they’re often mixing two different variables: surface geometry (smooth vs chevron) and carcass construction (fabric vs steel cord). Decide traction first. Then decide carcass based on tension, distance, and dynamic loads.
Incline traction and rollback control
If rollback or backsliding is on your downtime list, traction is the first gate.
Smooth/plain-top belts (fabric)
Smooth belts rely on friction and material behavior. Once the material is damp, fine, or “ball bearing-like” (some copper ore fines can behave this way), traction margin disappears fast.
In practice, flat belts tend to be the default choice for horizontal runs and shallow inclines. But the exact maximum angle is site-specific. It depends on:
-
material size distribution (lumps vs fines)
-
moisture content
-
belt speed
-
pulley lagging, snub arrangement, and take-up stability
-
transfer point design and loading method
Chevron cleated belts (cleated conveyor belt for incline)
Chevron belts exist for a simple reason: they raise the traction ceiling for bulk material on inclines.
A typical rule of thumb in bulk handling is that chevron cleated belts are considered when incline angles move beyond the friction limit of a plain belt. Many engineering references and manufacturer guidance place chevron applications in the rough range of ~22° up to ~40°, depending on cleat height/pattern and material behavior.
If you want a concrete starting point for specifications, BisonConvey’s chevron category page calls out incline conveying up to 40° and lists cleat heights (15/25/32 mm) and patterns (open V, closed V, herringbone, Y-cleat) that are typically matched to material coarseness and “flowability.” See BisonConvey chevron belts for their published ranges.
Steel cord belts
A steel cord belt doesn’t automatically solve incline traction. If the top cover is smooth, it’s still a smooth surface.
Steel cord becomes part of the traction conversation only when the incline conveyor also drives high tensions (long lift, long length, high throughput). In that case you may be choosing between:
-
chevron belt with a fabric carcass, or
-
chevron belt with a steel cord carcass
That’s a different comparison, and the selection hinges on tension, pulley diameters, and splice strategy.
Abrasive wear and cut/gouge resistance (iron ore and copper ore)
For iron ore and many copper ore streams, cover compound and cover thickness usually decide belt life more than the carcass.
A practical way to keep spec discussions grounded is to reference standardized requirements for textile belts. ISO documents like ISO 14890:2013 textile conveyor belt cover requirements define performance requirements and test methods for general-use textile conveyor belts.
What to do with that in the field:
-
If your damage is mostly abrasion (fines grinding the top cover), push abrasion resistance and adequate top cover thickness.
-
If your damage is cut/gouge (sharp lumps, high drop height, trapped steel), specify for cut/tear resistance, and fix loading conditions where you can.
-
If your damage is edge wear from mistracking, the most “wear-resistant cover grade” won’t save you. You need tracking and loading corrections.
Chevron adds another wear surface: the cleats. In abrasive ore, cleat height and pattern geometry matter because worn-down cleats slowly turn a chevron belt back into a smooth belt, and rollback returns.
Splicing, repairability, and what breaks first
In mining, splicing is often where “paper specs” meet reality.
Smooth and chevron (fabric carcass)
Fabric belts typically allow more splice options and faster field repairs, and many teams have deeper in-house competence here.
The chevron complication isn’t the splice itself. It’s what happens after:
-
additional carryback can build up around pulleys and cleaners
-
cleat valleys can hold fines, which can accelerate return-side wear if cleaning is weak
Steel cord belts
Steel cord belts can run for a long time when the system is right, but they demand discipline.
Key practical considerations:
-
Splice quality and procedure control matters more than the brochure.
-
Cord corrosion prevention and rubber bonding quality are long-term reliability levers.
-
Condition monitoring can be worth the effort because failures are expensive.
If you want a plain-language overview of why cord construction and rubber “gumming” matter, ConveyorBeltGuide’s overview of steel cord construction is a helpful reference.
Take-up, elongation, and system stability
If you’re seeing chronic take-up travel issues, unstable tension, or frequent re-tensioning, the carcass choice starts to matter a lot.
-
Fabric belts (EP/NN) have higher elongation and are often excellent for many plant conveyors.
-
Steel cord belts are commonly selected for long overland conveyors because they deliver very low elongation under load.
BisonConvey, for example, states elongation of ≤0.25% at rated tension for its steel cord belts and positions them for long-distance conveying “up to 10+ km.”
Carryback, cleaning, and return-side behavior
Carryback is one of those problems that looks like housekeeping until you price it as downtime.
-
Smooth belts are often easier to scrape effectively.
-
Chevron belts can require more deliberate cleaner selection and placement because fines can sit in the cleat channels.
If your ore is wet/sticky or your coal stream produces significant fines, decide early whether your site will accept:
-
higher cleaning system complexity, or
-
a lower incline angle (or a different conveyor type), or
-
a different belt surface approach
This is one of the most common “hidden costs” when chevron belts are installed as a retrofit.
Safety and compliance notes for coal (US context)
Coal sites aren’t all the same, and the right answer depends on whether you’re underground and what your jurisdiction requires.
For US underground coal mines, MSHA has specific approval requirements for flame-resistant belts under 30 CFR Part 14 flame-resistant belt approval requirements, including the test method described in 30 CFR § 14.22 flame-resistance test.
In other words: “flame resistant” isn’t a vague marketing label. It’s a specific approval path in that context, and you can cross-check belt approvals against MSHA’s list of Part 14 approved conveyor belts (PDF).
Who should choose which (three mining scenarios)
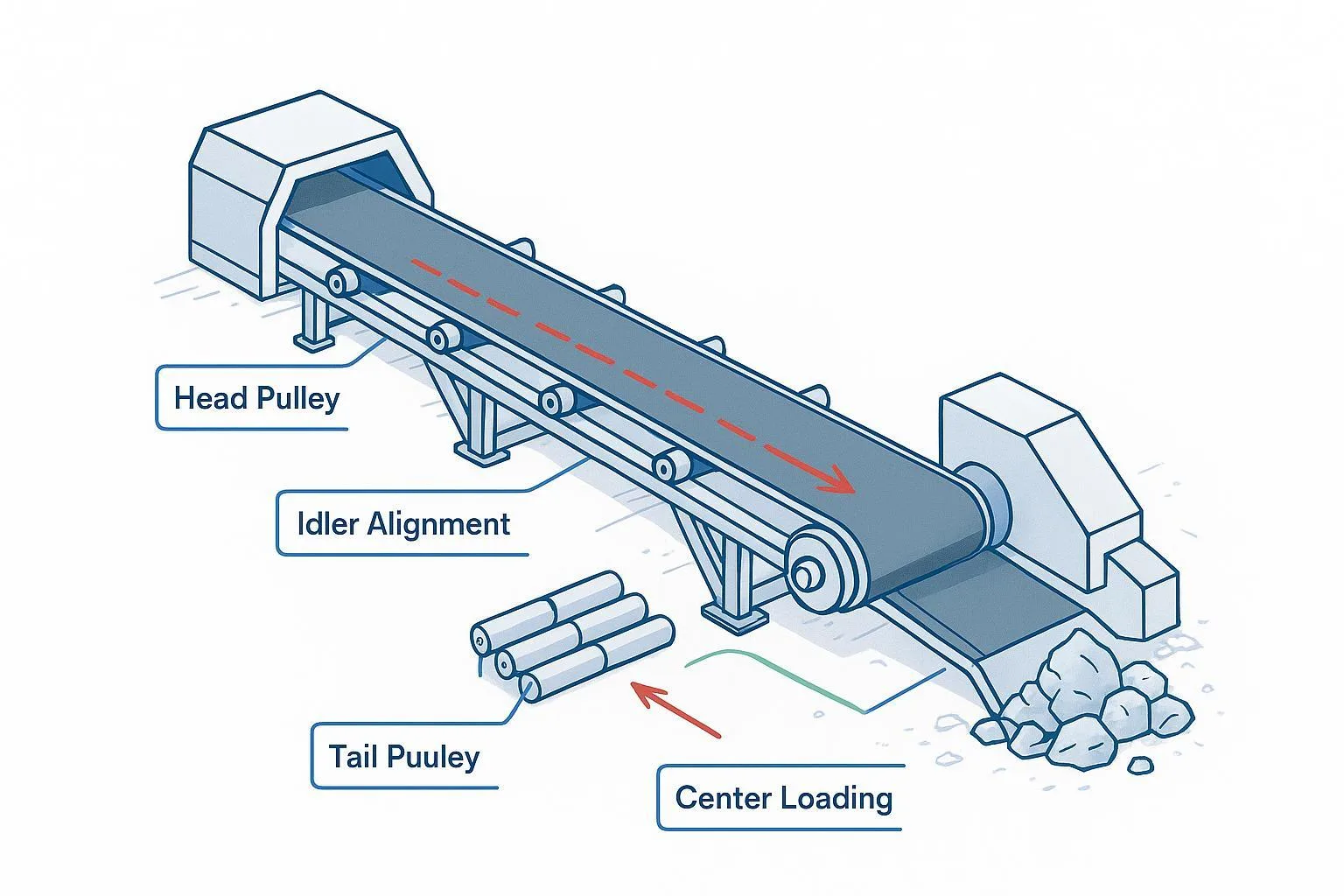
Scenario 1: Abrasive iron ore, shallow incline, chronic edge wear
Start with a smooth/plain-top fabric belt and spend your engineering time on:
-
loading and tracking (idlers, training, chute geometry)
-
cover compound and top cover thickness fit to abrasion
-
cleaner effectiveness
Chevron doesn’t fix mistracking. It can make the consequences worse if carryback increases.
Scenario 2: Copper ore on a steep incline with rollback and spillage
If rollback is the limiting constraint, chevron cleated is usually the first lever.
What to specify early:
-
target incline angle and expected wet/dry range
-
cleat height (15/25/32 mm as a starting family) and pattern (open vs closed V)
-
cleat wear tolerance (how much wear before performance drops below your threshold)
Start with published manufacturer ranges (pattern, cleat height, carcass rating), then validate with your OEM and site trial expectations.
Scenario 3: Trunk/overland conveyor moving high tonnage over long distance
When length and tension dominate the decision, steel cord is typically on the shortlist.
Here the question isn’t “does it move ore?” It’s:
-
can you control splice quality at your site?
-
do your pulleys and transitions meet the minimum diameter/bending requirements for the chosen rating?
-
do you have rip detection and inspection practices that match the consequence of failure?
Use a manufacturer’s published steel cord belt range as an example of the type of specification range you should expect to pin down (ST rating band, cover thickness, elongation, width).
Conveyor belt selection for mining: checklist before an RFQ
Use this to prevent “quote roulette” where vendors bid different belts.
-
Conveyor length, lift, belt speed, and required throughput
-
Worst-case material state: wet/dry, fines %, lump size, sharpness
-
Incline angle profile and the rollback/spillage tolerance
-
Drop heights at loading zones and impact bed requirements
-
Minimum pulley diameters and transition distances (per your design)
-
Required cover properties (abrasion vs cut/gouge) and target cover thickness
-
For chevron: pattern type and cleat height
-
Splice strategy: who splices, where, and how it will be QA’d
-
Cleaning plan and carryback tolerance
-
For coal: required flame resistance approvals and any antistatic requirements (verify with site rules)
RFQ spec template (tight enough to compare bids)
Include these fields so bids are comparable:
-
Belt type: smooth/plain-top / chevron cleated / steel cord
-
Carcass: EP/NN rating (plies, tensile) or steel cord ST rating
-
Width and total thickness (top/bottom cover thickness)
-
Cover compound requirement (abrasion / cut-gouge / oil / heat, as applicable)
-
For chevron: pattern type and cleat height
-
Splice type and QA expectations
-
Any compliance requirements (state what standard/approval is required, not just “flame resistant”)
Next steps (engineering-first)
If you want a second set of eyes on the spec before you tender it, it’s usually a quick win. A good review catches the classic mismatches (incline angle vs cleat height, pulley diameters vs belt rating, cover thickness vs abrasion profile) before they become downtime.
BisonConvey publishes belt categories and typical ranges (for example, BisonConvey EP/NN fabric belts). If you share your conveyor geometry and material conditions, their team can sanity-check the spec and propose options that fit your risk tolerance.