El empalme de una banda no es “pegar y listo”. En operaciones de minería, canteras, cemento, puertos o logística, la continuidad de la banda define la productividad y la seguridad del sitio. El vulcanizado —bien ejecutado— busca que la unión se acerque al desempeño original del cinturón, reduciendo fallos prematuros y paradas no planificadas. Según explica Fenner Dunlop, el objetivo del empalme vulcanizado es lograr “la unión más fuerte y fiable posible”, preservando al máximo la resistencia de la banda, mientras que Dunlop Service subraya su papel para asegurar integridad y durabilidad a lo largo del ciclo de vida de la instalación.
Key takeaways
-
El “vulcanizado de bandas transportadoras” persigue que el empalme recupere gran parte de la resistencia original del cinturón, reduciendo el punto débil de la línea.
-
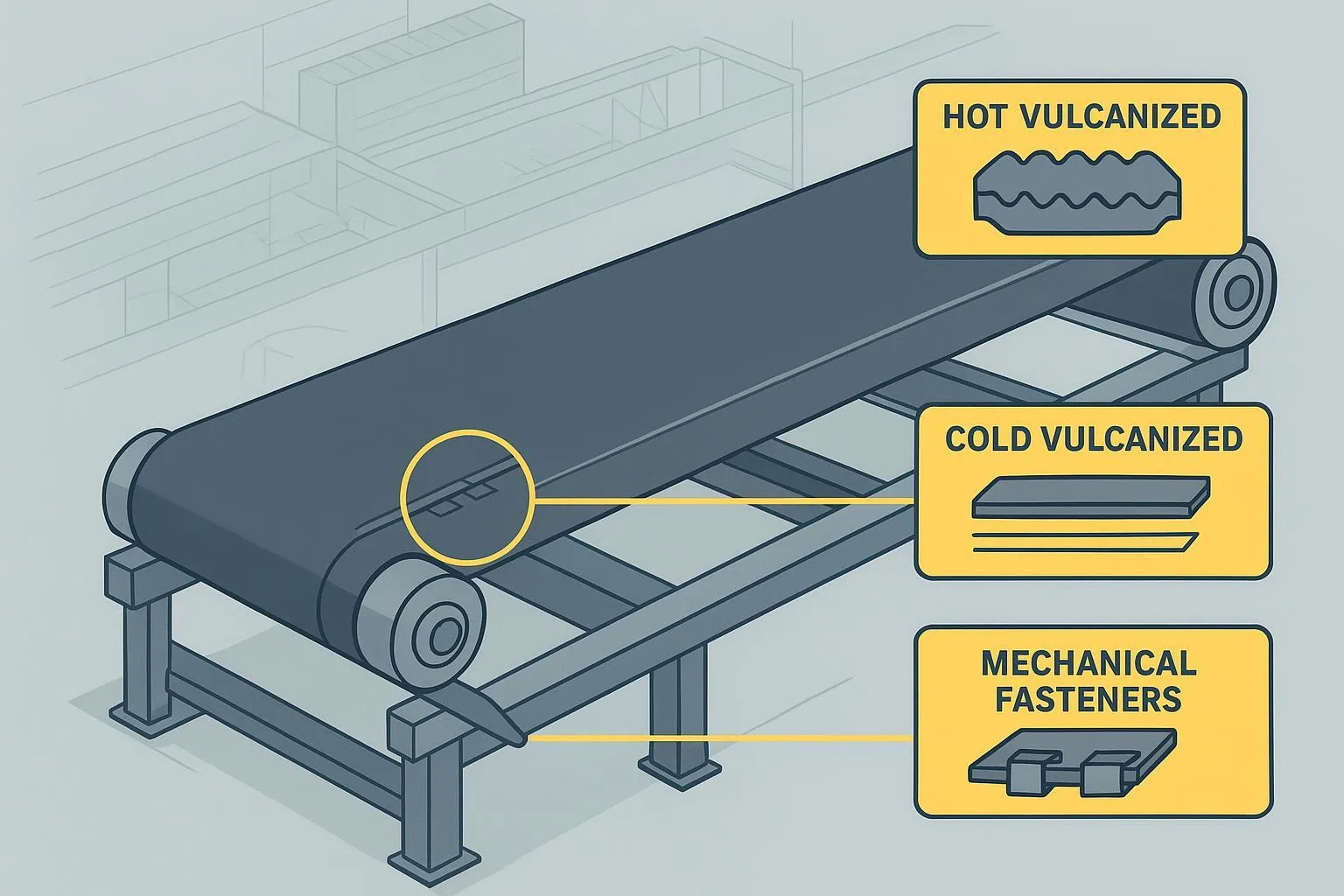
Existen tres familias de unión: empalme en caliente, en frío y mecánico; cada una tiene compromisos entre resistencia, tiempo de parada y costo.
-
En caliente, el control de temperatura, presión y tiempo (más el enfriamiento) es crítico; en frío, mandan el adhesivo bicomponente y el curado.
-
La elección del método depende de la carga/tensión, la ventana de paro disponible, el acceso al equipo y el presupuesto.
¿Qué es el vulcanizado de bandas transportadoras?
El vulcanizado de bandas transportadoras es el método para unir los extremos de una banda y formar un bucle continuo con propiedades cercanas a las del original. Fenner Dunlop lo describe como el camino hacia la unión más fuerte y fiable, siempre condicionado por un proceso correcto y materiales compatibles, y Dunlop Service enfatiza que un buen vulcanizado protege la integridad estructural y la vida útil de la banda. Consulte la explicación detallada del proceso en la serie Splice Insights de Fenner Dunlop en la página “El proceso de empalme” (Fenner Dunlop, en español) y la visión general de servicios de vulcanizado de Dunlop Service.
-
Empalme en caliente: unión permanente aplicando calor y presión con una prensa.
-
Empalme en frío: unión mediante adhesivo de dos componentes que cura a temperatura ambiente.
-
Empalme mecánico: unión rápida mediante grapas o placas; útil como solución temporal.
Métodos de unión: caliente, frío y mecánico (comparativa básica)
A nivel práctico, conviene comparar las opciones para entender cuándo usar cada una. La comparativa de Warbel resume, a nivel introductorio, diferencias típicas de desempeño y tiempos, mientras que HOLO Belt aporta definiciones claras de cada enfoque y su principio de funcionamiento.
-
Comparativa con cifras y escenarios: “Vulcanizado en frío vs. caliente” (Warbel, en español).
-
Fundamentos y glosario de métodos: “Fundamentos del empalme de bandas” (HOLO Belt, en español).
Nota importante: los valores dependen del tipo de banda, diseño del empalme y materiales; deben tomarse como orientativos y verificarse con las instrucciones del fabricante.
Preparación y controles previos críticos
Antes de elegir método o encender una prensa, la preparación manda. Una buena práctica de campo incluye:
-
Limpieza cuidadosa de superficies, sin polvo, grasa o humedad. Un contaminante minúsculo puede arruinar la adhesión.
-
Alineación y escuadra de los extremos. Un “paso corto” o dedos mal dimensionados penaliza la resistencia.
-
Trazado y corte según el procedimiento del fabricante (step splice o finger splice, según el sistema). Evitar “medidas genéricas”.
-
Verificación de contacto/planitud y presión efectiva a lo largo de todo el ancho del empalme.
-
Control ambiental: temperatura y humedad influyen, especialmente en adhesivos de curado en frío.
Fenner Dunlop advierte que atajos en diseño/preparación y presión mal distribuida degradan el rendimiento del empalme; véase “El proceso de empalme” de Fenner Dunlop.
Parámetros y proceso en caliente (visión para principiantes)
En el empalme en caliente, cuatro variables trabajan juntas: temperatura, presión, tiempo y enfriamiento. El principio es provocar la reticulación del caucho bajo condiciones controladas para consolidar el empalme.
-
Temperatura: la literatura técnica sitúa rangos orientativos para muchos compuestos de caucho alrededor de 140–160 °C, siempre según especificación del producto y del equipo de prensado. Como ejemplo de proceso práctico en español, revise la guía de vulcanizado en caliente de MLT Group.
-
Presión: debe ser uniforme y suficiente a lo largo del ancho; placas, almohadillas y distribución importan.
-
Tiempo de curado: el ciclo total incluye calentamiento, mantenimiento a temperatura objetivo y enfriamiento controlado.
-
Enfriamiento: omitir o acelerar indebidamente esta fase puede ocasionar defectos internos.
Para una explicación accesible del proceso y sus riesgos por “subcurado/sobrecurado”, consulte la serie Splice Insights de Fenner Dunlop.
Empalme en frío: adhesivos bicomponente y curado
El empalme en frío utiliza un adhesivo de dos componentes (resina + endurecedor). La reacción química genera la unión sin necesidad de calentar, lo que reduce la complejidad del equipo pero exige respeto a los tiempos de curado y a las condiciones ambientales.
-
Ventanas de curado: como referencia introductoria, guías didácticas sitúan ventanas de 12–24 horas a temperatura ambiente, dependiendo del adhesivo y la temperatura. Vea “Fundamentos del empalme de bandas” de HOLO Belt y el resumen de productos y servicios de empalme de Dunlop Service.
-
Preparación de superficie: lijado, limpieza con solvente compatible y respeto de los “tiempos abiertos” del adhesivo.
-
Condiciones ambientales: temperatura y humedad afectan la cinética de curado; siga siempre la ficha técnica del fabricante.
Seguridad esencial: LOTO, EPP y ventilación
El vulcanizado combina energía térmica y/o sustancias químicas; por tanto, la seguridad no se negocia.
-
Consignación/LOTO: antes de intervenir, bloquear y etiquetar para evitar un arranque inesperado del transportador o de la prensa. El INSST ofrece guías técnicas en español sobre consignación y riesgo eléctrico aplicables al mantenimiento industrial; consulte la Guía técnica del INSST sobre riesgos eléctricos y consignación.
-
Equipos de protección personal: protección térmica, guantes adecuados, protección ocular y calzado de seguridad; seleccionar según evaluación de riesgos. Véanse las pautas de EPP del INSST.
-
Ventilación/extracción: en empalmes en frío, extraiga vapores en origen con ventilación forzada antes de depender solo de protección respiratoria. Recomendaciones generales en las NTP y recursos del INSST.
Ajuste siempre estas medidas a la evaluación de riesgos local y al manual del fabricante.
Comprobación de calidad y mantenimiento post-empalme
Tras el empalme, la inspección temprana ayuda a detectar defectos que podrían escalar:
-
Señales de problemas: ampollas, bolsas de aire, porosidad en bordes, falta de adhesión visible, desalineación, ruido anómalo al pasar por tambores/rodillos.
-
Acciones iniciales: reducir tensión temporalmente, inspección visual y con martillo de goma, verificar alineación y planitud; documentar con fotos.
-
Mantenimiento: revisar tensión de trabajo, limpiadores y alineación en las primeras horas de operación. Programar inspecciones periódicas.
Fenner Dunlop detalla defectos típicos asociados a curado insuficiente/excesivo y a presión mal aplicada; véase “El proceso de empalme” (Fenner Dunlop).
Cómo elegir rápido: 4 variables que mandan
Cuando el tiempo apremia, piense en este marco simple. Para servicio pesado y alta tensión, el vulcanizado en caliente suele ofrecer mejor recuperación de resistencia; si la línea no puede detenerse por largo tiempo, el empalme mecánico o el frío —considerando su curado— pueden ser la salida transitoria. Si el acceso o la energía para una prensa son limitados, el frío o el mecánico serán más prácticos. Cuando el horizonte es de durabilidad y menor mantenimiento, el caliente acostumbra a compensar la inversión inicial.
Preguntas frecuentes
-
¿El empalme en caliente siempre es mejor? No siempre. Suele recuperar más resistencia, pero requiere equipo, energía y una ventana de paro suficiente.
-
¿Cuánto tarda un empalme en frío? La ejecución puede tomar horas, pero el curado completo suele requerir entre 12 y 24 horas según el adhesivo y la temperatura ambiente.
-
¿Qué causa las ampollas en el empalme? A menudo, contaminación, humedad o curado/enfriamiento inadecuados.
-
¿Puedo operar a plena carga inmediatamente? Tras un empalme en frío, respete el curado; en caliente, siga la recomendación del fabricante tras el enfriamiento y verificación.
Referencias y recursos para ampliar
-
Definición, proceso y buenas prácticas del empalme vulcanizado según la serie Splice Insights de Fenner Dunlop (en español): “El proceso de empalme” — Fenner Dunlop.
-
Importancia del vulcanizado y servicios asociados: “Vulcanizado” — Dunlop Service.
-
Comparativa intro con cifras orientativas y escenarios: “Vulcanizado en frío vs. caliente” — Warbel.
-
Fundamentos de métodos de empalme y glosario básico: “Fundamentos del empalme de bandas” — HOLO Belt.
-
Seguridad industrial (LOTO, EPP, ventilación): Notas Técnicas de Prevención del INSST.
—
Aviso: Las cifras y tiempos citados son orientativos para aprendizaje. Siga siempre los procedimientos del fabricante de su banda, adhesivo y prensa, y la normativa vigente del país/región donde opera.