El empalme de banda transportadora es la unión controlada de los extremos de una banda para convertirla en un bucle sin fin capaz de transmitir carga de forma segura y eficiente. Elegir y ejecutar bien el empalme influye directamente en la disponibilidad del transportador, la seguridad del personal, la retención de resistencia de la banda y los tiempos de parada.
Key takeaways
-
Definición práctica: el empalme de banda transportadora restituye la continuidad y la capacidad de carga de la banda; puede realizarse por vulcanización en caliente, en frío o con sujetadores mecánicos.
-
Selección acertada: considere carga/abrasión, temperatura de servicio, velocidad, espesor/tipo de carcasa, ventana de parada y recursos disponibles.
-
Desempeño típico: el empalme de dedos en caliente puede retener hasta ~90% de la carga de rotura estática, mientras que los escalonados rondan ~50–67% según capas, según Fenner Dunlop EMEA (consulta 2026).
-
Operabilidad: los empalmes mecánicos reducen tiempos de parada y son útiles en reparaciones y bandas menos críticas, con inspecciones y reaprietes tempranos.
-
Seguridad y verificación: aplicar LOTO, manejo/almacenamiento correcto del rollo, puesta en marcha vigilada y re-tensado e inspección alrededor de 24 h.
¿Qué es el empalme de banda transportadora?
En términos operativos, el empalme de banda transportadora es la técnica mediante la cual se unen los extremos de una banda para crear una cinta sin fin con continuidad estructural en cubiertas y carcasa (textil o metálica). En la práctica industrial predominan tres métodos:
-
Vulcanizado en caliente: la unión se realiza con calor y presión empleando materiales compatibles con la banda.
-
Vulcanizado en frío: la unión se basa en adhesivos/cementos específicos, sin aporte de calor.
-
Empalme mecánico: la unión se logra con grapas o sujetadores metálicos a lo ancho de la banda.
Según la guía técnica de Fenner Dunlop EMEA (consulta 2026), estos tres caminos son los principales para conseguir una banda sin fin, y su idoneidad depende del servicio, la compatibilidad de materiales y la ejecución de campo. Véase la explicación sobre materiales y elección del método en la página de empalme en bandas resistentes al calor de Fenner Dunlop EMEA.
Tipos de empalme y cómo funcionan
La geometría del empalme condiciona la distribución de esfuerzos y, por tanto, la retención de resistencia y la vida a fatiga. De forma resumida:
-
Empalmes vulcanizados (caliente/frío): buscan continuidad de materiales entre cubiertas y carcasa mediante solapes; la variante “de dedos” (finger) incrementa el área efectiva y reduce concentraciones de tensión frente al escalonado (step).
-
Empalmes mecánicos: transfieren esfuerzos por anclaje y fricción; su desempeño depende de la selección correcta de sujetador, el escuadre y el par de apriete.
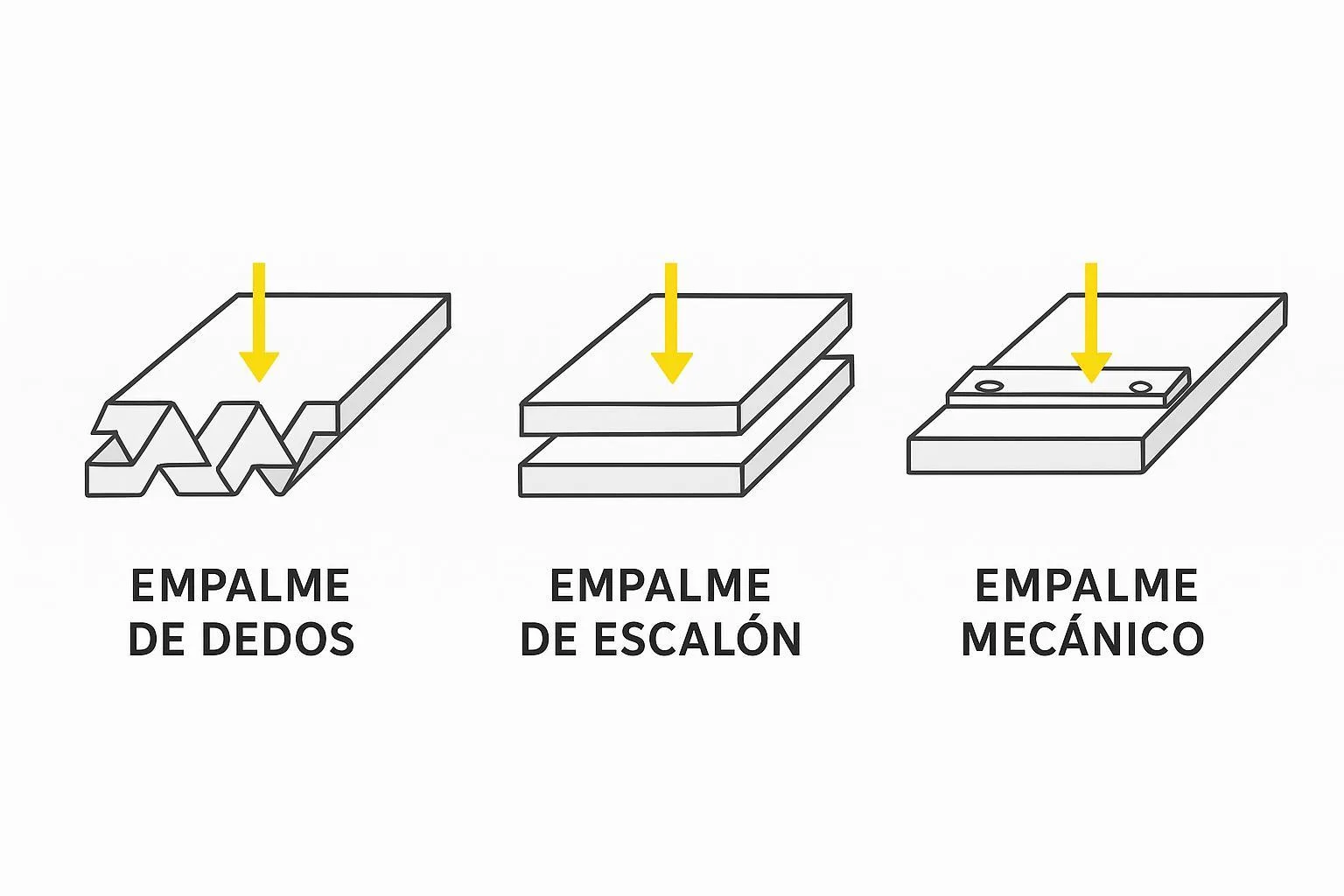
A modo de referencia, Fenner Dunlop EMEA documenta para bandas textiles (condiciones estáticas) que el empalme de dedos puede retener hasta ~90% de la carga de rotura, mientras que un escalonado típico de 2 telas ronda ~50% y uno de 3 telas ~67%. Esta diferencia también se refleja en mejor comportamiento a fatiga del finger splice. Consulte el boletín técnico en español de Fenner en “El eslabón más fuerte: empalme de dedos” (PDF).
A continuación, una tabla comparativa de los métodos más comunes y sus implicaciones prácticas (valores orientativos; ver notas y fuentes):
Para criterios de selección y preparación de sujetadores, puede revisarse la guía práctica de Flexco sobre buenas prácticas de preparación y escuadre (consulta 2026).
Cómo elegir el método de empalme adecuado
Piense en el empalme como la “costura” que no debe convertirse en el punto débil del sistema. La elección óptima equilibra desempeño, riesgo y operación:
-
Carga y abrasión: servicios severos (minería/agregados) y tensiones altas favorecen vulcanizado en caliente con geometría de dedos.
-
Temperatura y química: por encima de ~80 °C o en presencia de agentes agresivos, priorice empalmes en caliente con materiales del fabricante; evite empalmes en frío en bandas resistentes al calor.
-
Velocidad y diámetro de poleas: velocidades altas y poleas pequeñas penalizan uniones rígidas; los empalmes de dedos distribuyen mejor tensiones.
-
Espesor y tipo de carcasa: verifique compatibilidad del método y, en mecánicos, del sujetador con el espesor/refuerzo.
-
Ventana de parada y recursos: cuando la prioridad es reanudar producción con rapidez y el riesgo lo permite, un empalme mecánico puede ser táctico; planifique su sustitución por vulcanizado en una parada mayor.
-
Criticidad de la línea: para líneas cuello de botella, favorezca soluciones con mayor retención y durabilidad, aun con mayor tiempo de parada inicial.
Para detalles de compatibilidad de materiales y adhesión, véase “Una cuestión de adhesión” de Fenner Dunlop EMEA (consulta 2026).
Guía práctica resumida de ejecución
A continuación, una lista de verificación concisa enfocada en tareas críticas. Siga siempre los manuales del fabricante y procedimientos internos de seguridad.
-
Empalme mecánico: 1) medir y escuadrar la banda; 2) seleccionar sujetador según espesor y carcasa; 3) colocar uniformemente a lo ancho; 4) verificar alineación antes de tensar; 5) reapretar tras las primeras horas. Flexco resume estos puntos en su guía de mejores prácticas (consulta 2026).
-
Vulcanizado en caliente: 1) preparar superficies y geometría (finger/step) con precisión; 2) usar materiales compatibles del fabricante; 3) controlar temperatura, presión y tiempo; 4) enfriar y verificar alineación/continuidad. Fenner detalla la importancia de compatibilidad y parámetros en su documento sobre materiales y herramientas (consulta 2026).
-
Vulcanizado en frío: 1) verificar compatibilidad de adhesivo y compuestos; 2) preparar superficies y presión uniforme; 3) respetar tiempos de curado; 4) evitar ambientes con temperatura/químicos que degraden la unión. En bandas resistentes al calor, Fenner desaconseja este método; ver la guía de empalme en servicio caliente (consulta 2026).
Seguridad esencial: LOTO, manejo e izaje, almacenamiento
Antes de intervenir en el empalme de banda transportadora, aplique procedimientos de bloqueo/etiquetado (LOTO) para aislar energías y verifique ausencia de energía residual. Durante el manejo del rollo, evite el rodado libre, utilice puntos de izaje adecuados, proteja bordes/superficies y almacene en lugar seco, ventilado y sin exposición a calor/UV/ozono. Un compendio práctico puede consultarse en las recomendaciones de manejo y almacenamiento de Fenner Dunlop Americas (consulta 2026).
Puesta en marcha y verificación a ~24 horas
Tras un empalme de banda transportadora, la banda suele asentarse: la tensión inicial cae y el seguimiento puede variar. El principio operativo es mantener la mínima tensión que evite deslizamiento, ajustando guías y alineación según sea necesario. Como práctica general, revise tensión, alineación y, si aplica, reapriete de sujetadores alrededor de las 24 horas de operación. Una explicación clara de estos ajustes está disponible en la guía de comprobación y ajuste de tensión de KM Belt (consulta 2026).
Señales tempranas de alerta tras la puesta en servicio: desalineación del empalme, levantamiento de bordes, bolsas de aire, delaminación, baches notorios en la transición o ruido anómalo en rodillos/poleas, así como aflojamiento/corrosión de sujetadores en uniones mecánicas. Ante cualquiera de estos indicios, detenga de forma segura, verifique y corrija.
Ejemplos sectoriales y tiempos de parada relativos
-
Minería y agregados: abrasión y cargas elevadas. La prioridad habitual es un empalme en caliente de dedos por su mayor retención y mejor fatiga; los empalmes mecánicos se usan como solución rápida en reparaciones, minimizando paradas, con plan de sustitución posterior.
-
Cemento: presencia de altas temperaturas y polvo fino. En bandas de clinker u hornos, utilice compuestos resistentes al calor y empalmes en caliente con materiales del fabricante; evite empalmes en frío y sujetadores en zonas calientes.
-
Manufactura y paquetería: mayor frecuencia de paradas cortas. Los empalmes mecánicos pueden ofrecer agilidad operativa con revisiones frecuentes y buena gestión de seguimiento y tensión.
Los tiempos de parada exactos dependen del método, del equipo y de la pericia del instalador. Como regla empírica, los empalmes mecánicos suelen reducir la ventana de parada frente al vulcanizado; sin embargo, para líneas críticas, el vulcanizado en caliente puede compensar con mayor vida útil y menor riesgo de fallas recurrentes.
Preguntas frecuentes (FAQ)
-
¿Cuál es el empalme de mayor retención en bandas textiles? Según Fenner Dunlop EMEA (consulta 2026), el empalme de dedos puede alcanzar hasta ~90% de la carga de rotura estática, superando a los escalonados (~50–67% según capas). Véase su boletín técnico en español.
-
¿Cuándo conviene un empalme mecánico? Cuando la prioridad es reanudar producción con rapidez, en bandas cortas o menos críticas; verifique compatibilidad del sujetador y planifique inspecciones y reaprietes tempranos, tal como recomiendan proveedores especializados.
-
¿Es recomendable el empalme en frío en servicio caliente? Generalmente no. En bandas resistentes al calor, se prefiere empalme en caliente con materiales compatibles del fabricante; consúltese la guía correspondiente del proveedor.
-
¿Debo re-tensar después del empalme? Sí. La banda se asienta y la tensión cae; revise alrededor de 24 h y ajuste según las pautas del fabricante o proveedor de servicio.
Referencias y lecturas recomendadas
-
Fenner Dunlop EMEA — guía en español: Empalme de bandas resistentes al calor (consulta 2026).
-
Fenner Dunlop EMEA — boletín técnico (PDF): El eslabón más fuerte: empalme de dedos (consulta 2026).
-
Fenner Dunlop EMEA — materiales y compatibilidad: Splicing materials and tools (consulta 2026).
-
Flexco — buenas prácticas de campo: Top 10 Belt Conveyor Quick Fixes (consulta 2026).
-
KM Belt — ajuste de tensión: Cómo verificar y ajustar la tensión de la banda (consulta 2026).


