What is a Material Handling Conveyor?
A material handling conveyor is a machine or integrated system that continuously moves materials from one point to another within an operation. In heavy industries—mining, cement, ports, power—this usually means bulk material handling conveyors such as troughed belt conveyors, steep‑incline belts, screws, bucket elevators, pneumatic lines, and chain/tubular drag systems.
Engineers lean on standards and proven design practices to select and operate these systems safely and reliably. In the U.S., the safety baseline comes from ASME B20.1; for belt conveyor design and components, practitioners commonly reference CEMA’s Belt Book and relevant ISO component families.
Key takeaways
-
A material handling conveyor enables continuous, controlled movement of materials; in bulk service it primarily refers to belt and related conveyor technologies.
-
Selection hinges on material properties (density, abrasiveness, lump size), duty (throughput, distance, incline), and environment (heat, dust, corrosion).
-
Use standards: CEMA for belt conveyor engineering and installation guidance; ISO families for component methods like minimum pulley diameters; ASME B20.1 for safety practices.
-
Common issues—mistracking, slippage, spillage, idler failures—are usually preventable with proper design, loading, and maintenance.
-
A layered maintenance program (daily to annual) reduces unplanned downtime and total cost of ownership.
What is a Material Handling Conveyor? Definition and scope
In engineering terms, a material handling conveyor is a mechanical system that provides continuous transport of materials along a fixed path using a belt, chain, screws, buckets, or air as the conveying medium. In bulk handling, materials are loose and unpackaged—ore, coal, clinker, grain, or aggregates—so capacity, containment, and wear resistance drive design choices. In unit handling, the items are discrete (boxes, totes, pallets), and the equipment set changes accordingly.
For safety and compliance scope in the U.S., the industry follows the principles in the Safety Standard for Conveyors and Related Equipment. See the ANSI overview of ASME B20.1 (2024) for coverage of design, construction, installation, operation, maintenance, and inspection of conveyors used for bulk and unit handling.
Conveyor families for bulk operations
Different conveyor families excel under different materials and duty profiles. Here is a compact comparison to orient selection.
For practical selection principles and common configurations, consult industrial primers such as FEECO’s conveyor selection guidance, then confirm final sizing against standards and OEM data.
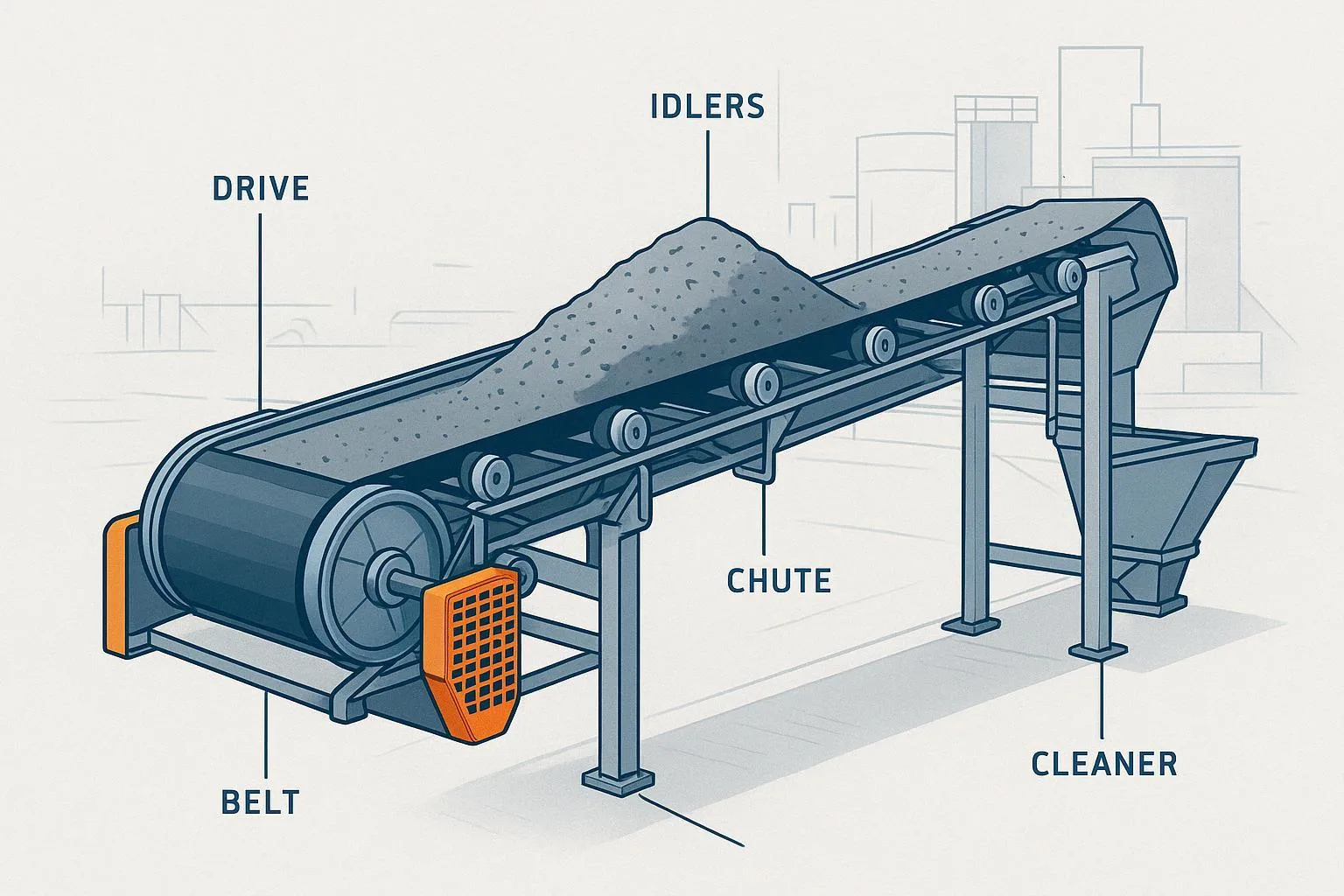
Components that drive performance
Belts and carcasses
The belt is the load‑carrying element and should be matched to material and duty:
-
Carcass: EP/NN fabric belts for short/medium runs and general duty; steel‑cord belts for long distances, high tensions, and severe impact.
-
Covers: Grade per wear, heat, or flame resistance. Choose thickness with a view to abrasion and impact at loading points.
-
Minimum pulley diameters: Determined per belt construction using the ISO 3684 method; never undersize drive, tail, or bend pulleys relative to the belt’s allowable limits.
Idlers and troughing sets
Idlers support and shape the belt, control rolling resistance, and influence tracking:
-
Class: CEMA classes B through F broadly indicate load capacity and roll diameters; selection is based on calculated idler load, belt width, speed, and environment.
-
Spacing and trough angle: Affect capacity and belt sag; closer spacing and higher trough angles generally increase capacity and containment but raise power.
-
Sealing: Labyrinth seals and contact seals counter dust/water ingress; choose for the site environment.
Pulleys and lagging
-
Diameter and face width: Sized for belt construction and width; follow manufacturer recommendations and ISO methods for minimum diameters.
-
Lagging: Plain rubber, ceramic, or grooved/herringbone patterns improve traction and water shedding. Use adequate wrap (snub pulleys) and proper take‑up travel to prevent slippage.
Drives, take‑ups, and controls
-
Drives/gearboxes: Sized from power and torque derived by belt tension calculations (per CEMA/DIN methods). Consider variable speed where process control needs it.
-
Take‑ups: Gravity take‑ups offer stable tension control; screw take‑ups are common on short conveyors but demand careful monitoring.
-
Safety and monitoring: Emergency stops, pull‑cords, belt misalignment switches, speed/zero‑speed switches, and condition monitoring improve reliability and safety.
Containment and cleaning
-
Loading: Design chutes for centered loading, controlled velocity, and minimized impact. Use impact beds where needed.
-
Skirting and sealing: Maintain skirting to prevent spillage; choose materials compatible with the belt cover.
-
Belt cleaning: Primary and secondary cleaners reduce carryback and dust, improving housekeeping and extending component life.
How to select and size a conveyor
Start with the material and duty, then work toward components:
-
Material: bulk density, moisture, abrasiveness, lump size, flowability/angle of repose, temperature, and explosivity (where relevant).
-
Duty and geometry: required throughput (t/h), distance and profile, incline/decline, number of transfers, and acceptable spillage/dust levels.
-
Environment: heat, corrosion, washdown, and ambient dust.
-
Components and safety: belt carcass and cover grades, idler class, pulley diameters/lagging, take‑up type, safety devices, guarding, and access.
Practical rules of thumb (to guide early design only):
-
Capacity relationship: throughput Q scales with belt cross‑sectional area A and belt speed v (Q ≈ A × v). Use CEMA/DIN methods for exact sizing.
-
Speed ranges for many troughed belts: roughly 500–650 fpm (about 2.5–3.3 m/s) for general industrial duties; choose lower speeds for abrasive materials or where dust control is critical. Final selection depends on material and geometry.
-
Idler class: determine from calculated idler load and duty severity; harsher, higher‑load, higher‑speed service pushes you toward higher CEMA classes.
-
Pulley diameters: verify against the belt’s construction using the ISO 3684 method; never rely on generic tables alone.
For a practical overview that aligns with these steps, see FEECO’s conveyor selection and configuration guide, then finalize with calculations per CEMA’s Belt Book and OEM data.
Illustrative micro‑example: mining ROM belt (not a final design)
Scenario: Required throughput 2,000 t/h of run‑of‑mine ore; bulk density 1,600 kg/m³; length 1,200 m; incline 5°.
-
Choose a preliminary belt speed. For heavy duty and abrasion risk, a mid‑range speed near ~3.0 m/s (≈590 fpm) is a reasonable screening value.
-
Estimate cross‑sectional area. A ≈ Q/v. Convert 2,000 t/h to kg/s (~556 kg/s). At 3.0 m/s, A ≈ 556/ (1,600 × 3.0) ≈ 0.116 m² of live load. Select a candidate belt width/trough angle that provides at least this cross‑section with margin (for example, a 1,200–1,400 mm belt at 35° or 45° troughing—final selection requires CEMA section area charts).
-
Idler class. From the calculated load per roll (function of belt load, spacing, and geometry), the duty may indicate CEMA class E or F idlers in mining environments—final choice depends on the actual roll load and speed rating.
-
Pulley diameters. With a steel‑cord belt, minimum pulley diameters must be checked per ISO 3684 using the belt’s core parameters (cord diameter, spacing, modulus). This typically sizes drive and bend pulleys larger than tail/return pulleys.
-
Traction and lagging. If the geometry yields limited wrap, add a snub pulley to increase wrap angle and specify ceramic or grooved lagging for traction in wet conditions.
Suppliers in the heavy‑duty market—such as BisonConvey—can provide compliant idlers, pulleys, and belt options that align to the above standards and calculations. Always complete a full design per CEMA/DIN methods and verify with OEM data before procurement.
Applications by industry
-
Mining and quarrying: High‑tonnage troughed belts for ROM and overland conveying; focus on impact control at transfers, abrasion‑resistant covers, robust idlers, and dust suppression.
-
Cement and building materials: Heat‑resistant belts for clinker, enclosed transfers to control dust, and vertical lifts with bucket elevators for finished product.
-
Ports and logistics terminals: Integration with ship unloaders/stacker‑reclaimers, reversible shuttle conveyors for stockpiling, and environmental controls for dust and spillage.
-
Power plants: Coal or biomass handling with fire‑resistant, anti‑static belts and strict safety interlocks; consistent belt cleaning to reduce carryback and dust.
Common problems and troubleshooting
-
Mistracking (belt not centered): Check frame and pulley alignment, clean or replace seized/contaminated idlers, correct loading centerline and chute geometry, and adjust tracking on the return side where tension is lower. Field analyses from engineering teams show buildup at the loading zone is a frequent root cause.
-
Slippage at the drive: Verify take‑up tension, inspect lagging condition and type, increase wrap with a snub pulley if needed, and confirm the drive is sized for peak load.
-
Spillage and carryback: Ensure centered, controlled loading; maintain skirts and sealing; tune belt speed versus material flow; install and maintain primary/secondary cleaners and return plows.
-
Idler failures: Replace seized or rough‑running rolls promptly; protect bearings from contamination with appropriate seals; ensure idler stands are square to the belt line.
-
Belt wear or damage: Reduce drop height or add impact beds; correct misalignment; repair or replace damaged splices; select cover grade appropriate to abrasion and temperature.
For deeper background on idler classes and specification concepts, see Martin Engineering’s explainer on CEMA idler classes. Practical troubleshooting patterns for belts and loading can also be reviewed in FEECO’s belt troubleshooting overview.
Maintenance and inspection program
A layered preventive program—supplemented with condition‑based checks—keeps conveyors reliable in harsh service. Adjust frequencies by operating hours and environment severity.
To formalize the plan and checklists, many teams adapt maintenance templates and incorporate basic condition monitoring—bearing temperature, vibration, and belt wear indicators—so inspection intervals can be adjusted based on measured condition.
Standards and safety you should know
-
CEMA Belt Conveyors for Bulk Materials (7th ed.) remains the core reference for design methods, capacity/area charts, and installation best practices. The CEMA publications catalog is the canonical entry point for current editions.
-
ISO families under ICS 53.040.20 catalog standardized methods and component requirements. For example, ISO 3684 defines the method for determining minimum pulley diameters for conveyor belts—apply the method with your belt’s construction data.
-
ASME B20.1 sets safety principles for conveyors and related equipment in the U.S., covering design, installation, operation, inspection, and maintenance. Review the ANSI overview for scope and intent and consult the standard for specifics.
-
In EU contexts for fixed belt conveyors handling bulk materials, EN 620:2021 is the governing safety standard for design requirements. Always verify local codes and site policies.
Actionable takeaways
-
Define your material and duty first (density, abrasiveness, throughput, distance, incline); the right family and size naturally follow.
-
Anchor designs to standards: CEMA for engineering methods, ISO for component methods, ASME B20.1 for safety practices; consult EN 620 in EU contexts.
-
Control loading and containment—most spillage, dust, and tracking issues start at the transfer.
-
Specify idlers, pulleys, and belt covers for the real environment (dust, water, heat) rather than nominal conditions.
-
Run a layered maintenance program and add condition monitoring to catch bearing or belt issues before they escalate.
Next steps (soft CTA): If you need help specifying belts, idlers, or pulleys that align with CEMA methods and ISO pulley‑diameter checks, suppliers like BisonConvey can support component selection and documentation. Share your material data and duty profile to start a grounded specification.
References and further reading
-
CEMA publications catalog — Belt Conveyors for Bulk Materials and installation standards: https://cemanet.org/publications-category2/
-
ISO components for conveyors (ICS 53.040.20): https://www.iso.org/ics/53.040.20.html
-
ISO 3684 overview mention and context (minimum pulley diameters for belts): https://www.sungda.com/index.php/the-most-comprehensive-national-and-organizational-conveyor-belt-testing-standards/
-
ANSI overview of ASME B20.1 Safety Standard for Conveyors (2024): https://blog.ansi.org/ansi/asme-b20-1-2024-safety-standard-conveyors/
-
EN 620:2021 Safety requirements for fixed belt conveyors: https://standards.iteh.ai/catalog/standards/cen/8bc6fd15-7324-4994-acc6-356b3aa5f7da/en-620-2021
-
FEECO guide to conveyor selection/configuration/troubleshooting: https://feeco.com/the-complete-guide-to-industrial-conveyor-selection-configuration-and-troubleshooting/
-
FEECO belt troubleshooting overview: https://feeco.com/using-rubber-conveyor-belts-as-a-troubleshooting-guide/
-
Martin Engineering explainer on CEMA idler classes: https://blog.martin-eng.com/cema-what
-
Limble guide to conveyor maintenance planning: https://limble.com/learn/conveyor-plan