Conveyor Roller End Bearings Selection
If an idler seizes, you don’t just replace a roll—you expose the belt to heat, mis-tracking, and unplanned stoppages. That’s why getting Conveyor Roller End Bearings Selection right pays back in uptime, energy, and safety. This guide translates standards (ISO/CEMA) and OEM practices into clear steps you can use on drawings and RFQs. For broader context on roller quality trade-offs, see our discussion of how seals, tolerances, and materials affect uptime in the OEM vs generic debate in the article on the differences between OEM and generic conveyor rollers.
Key Takeaways
-
Use ISO 281 for bearing L10 life and apply life modifiers for lubrication/contamination; do not size from dynamic rating alone.
-
Select radial internal clearance per ISO 5753-1: CN for ambient/moderate speeds; C3 for hotter/faster duties or interference fits; C4 for very hot lines.
-
Choose fits per ISO 286 and OEM guidance: k6–m6 on the shaft (rotating inner ring load), H7/J7 in the housing; verify residual clearance after mounting.
-
Prefer multi-stage labyrinth seals for dusty mining/quarry service to reduce drag and exclude fines; use contact lips only when grease retention is critical and torque penalty is acceptable.
-
Build an RFQ that calls out bearing series, clearance, seal architecture, grease/fill, fits, runout, and test method (CEMA 502 context) to avoid ambiguity.
Core concepts and technical foundation
Bearing types commonly used in idler ends
Engineers default to single-row deep-groove ball bearings (DGBB) in the 62xx/63xx families because they handle high speeds with low drag and tolerate modest axial misalignment. Tapered roller bearings appear in select heavy or training idlers where axial stiffness is useful. Angular contact ball bearings are niche. Think of the idler as a low-load, high-contamination, energy-sensitive application: that narrows practical choices quickly.
Sources for ratings/limits: see the SKF Rolling Bearings Catalogue and equivalent Tier‑1 OEM catalogues for specific load/speed data and selection notes.
Bearing life basics (ISO 281)
ISO 281 defines the basic rating life L10 (90% reliability) in revolutions and converts to hours via speed. For ball bearings, the life exponent p = 3; for roller bearings, p = 10/3. The simplified formula for ball bearings is:
L10 (revolutions) = (C/P)^p × 10^6
L10h (hours) = L10 / (60 × n)
Where C is dynamic load rating (kN), P is equivalent dynamic bearing load (kN), and n is rotational speed (r/min). Real-world life is modified by lubrication condition and contamination; modern OEMs provide life modification factors that can reduce or boost the basic prediction depending on κ (viscosity ratio), cleanliness, and material quality. A concise overview of the L10 concept and modifiers is provided in the SKF bearing life overview, and the aSKF methodology for life modification is summarized by SKF’s guidance on life modification factors.
Internal clearance (ISO 5753‑1)
Radial internal clearance is the total play in the bearing before mounting. Mounting fits and temperature tighten that clearance. Use CN (normal) for ambient (< ~70 °C ring temperature) and moderate speeds. Use C3 when you expect interference fits (m6/n6 on the shaft) and operating temperatures in the 70–100 °C range, or higher speeds near catalog limits. Reserve C4 for hotter service or heavier interference where residual clearance would otherwise be lost. Typical ISO‑aligned numerical ranges (consult OEM tables for exact values) show, for example, a 6204 bearing with CN ≈ 3–23 µm and C3 ≈ 17–33 µm; a 6308 with CN ≈ 5–30 µm and C3 ≈ 23–43 µm. See the NTN Deep-Groove Ball Bearings catalog for ISO‑aligned clearance tables in the NTN DGBB catalog (2024) and the comprehensive SKF Rolling Bearings Catalogue.
Fits and tolerances (ISO 286)
In idlers, the inner ring rotates with the shaft under radial load. To prevent inner ring creep and fretting, use a transition to light interference fit on the shaft (k6 to m6, sometimes n6 for shock). The outer ring sits in the roll end housing and should have a clearance fit (H7/J7) to allow axial float and thermal accommodation. Interference reduces radial internal clearance, so validate residual clearance when choosing CN/C3/C4. Good OEM design notes are compiled in Schaeffler’s engineering guidance on the design of bearing arrangements and in SKF’s installation and maintenance guide for rolling bearings.
Quantitative note: A light interference fit can reduce radial internal clearance by several micrometers. For example, moving from a k5/k6 to an m6 fit on a 25 mm bore can easily consume >5 µm of clearance depending on shaft/housing material and geometry—another reason C3 is common when interference is specified (consult OEM clearance reduction charts for your exact stack-up).
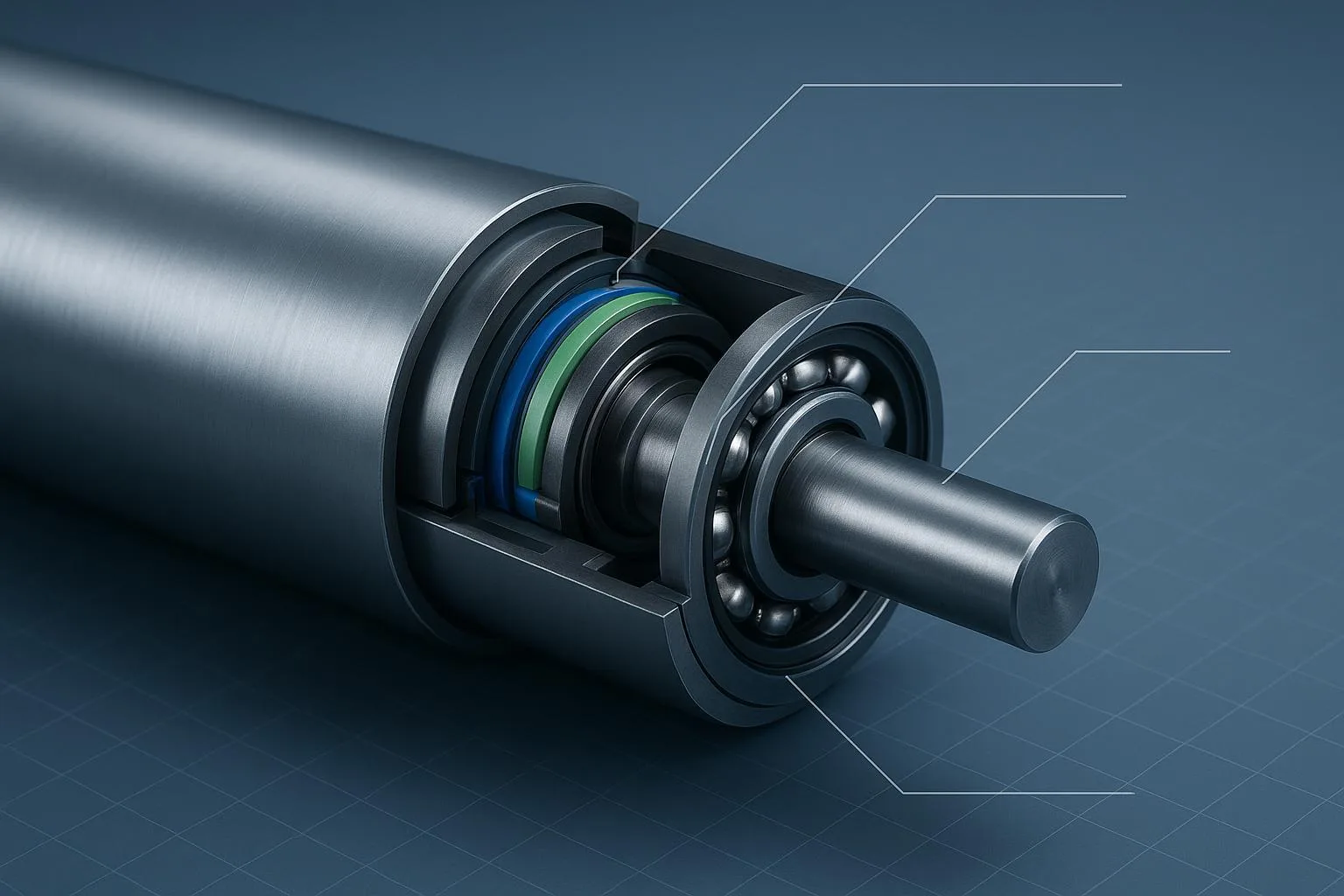
Sealing architectures: labyrinth vs contact
Multi‑stage labyrinth seals (often with a V‑ring) are non‑contact, so they add very little torque. When grease‑packed, they create a long tortuous path that blocks fines and water—ideal for dusty mining and quarry service. Contact rubber seals (spring‑loaded lips) offer positive grease retention but add drag and wear faster in abrasive dust. Industry literature consistently favors labyrinth stacks for energy efficiency and longevity in dirty environments. For context on how seal choices ripple into uptime and energy usage across roller sourcing options, review the internal article on differences between OEM and generic conveyor rollers. CEMA 502 provides the laboratory framework for measuring roll resistance and runout; public committee documents outline the test context and acceptance concepts in CEMA committee materials.
Practical applications and use cases
Troughing idlers (carrying side)
Loads are steady but contaminated. Choose DGBB with robust labyrinth sealing and C3 internal clearance if the line runs warm or uses interference fits. Emphasize low drag to reduce belt power. Want a simple rule of thumb? If the inner ring rotates and the environment is dusty, start your Conveyor Roller End Bearings Selection with a labyrinth-first mindset and prove otherwise in tests.
Return idlers
Typically lower radial loads but high exposure to carryback and washdown. DGBB with labyrinth seals and a grease that tolerates water ingress performs well. CN may suffice at ambient temperatures; C3 if interference or higher temperature is expected.
Impact or training idlers
Higher shock/vibration near loading zones; consider heavier series bearings (63xx) or, in special cases, tapered rollers for axial stiffness. Verify shaft fit tightness and step up clearance to C3/C4 if thermal rise is significant.
Conveyor Roller End Bearings Selection: workflow
Inputs you need
-
Geometry and speed: roll diameter, belt speed → idler rpm.
-
Equivalent radial load P on each roll (engineering calculation from burden mass, spacing, and troughing geometry).
-
Environment: dust level, moisture, washdown, temperature near bearings.
-
Energy target: allowable rotational resistance (Ki) and breakaway torque preferences.
Step-by-step selection (with worked example)
-
Choose bearing type. For standard duty, start with a DGBB in the 62xx/63xx series.
-
Estimate speed. Example: A 127 mm (5 in) diameter return roll on a 2 m/s belt turns around 600 r/min.
-
Estimate equivalent dynamic load P. Use engineering calculations; for illustration we’ll use P = 1.2 kN for a return roll scenario.
-
Check L10 life using ISO 281. Take SKF 6205 data (C = 14.0 kN) from the SKF 6205 product page. For ball bearings p = 3.
-
L10 (rev) = (C/P)^3 × 10^6 = (14/1.2)^3 × 10^6 ≈ 1.587 × 10^9 rev.
-
L10h = 1.587e9 / (60 × 600) ≈ 44,100 h (≈ 5 years of continuous operation). Note how sensitive life is to P: realistic P must be computed for your geometry and burden.
-
Apply life modifiers for lubrication/contamination. Use OEM life modification factors (e.g., aSKF). In a dusty quarry with average grease quality, a factor of 0.3–0.7 is plausible; with excellent sealing and lubrication, a factor near 1.0 (or higher with advanced models) may apply. Calibrate with your supplier’s methodology. Want to sanity-check? Ask: if your contamination class improved by one level, would your calculated life double? If not, revisit your assumptions.
-
Select internal clearance. If you’ll apply a k6–m6 shaft fit or operate near 80–90 °C at the rings, C3 is usually prudent so residual clearance stays positive.
-
Specify fits. Shaft: k6–m6 to prevent creep; Housing: H7/J7 to allow axial float.
-
Choose sealing. For dusty service, multi‑stage labyrinth with grease dams; for wet/retentive needs, consider a contact lip, acknowledging the torque trade‑off.
-
Choose grease and fill. Match base oil viscosity to temperature; avoid overfilling which raises drag and heat.
-
Finalize drawing and RFQ language.
Practical example note: In similar quarry return‑roll retrofits, suppliers such as BisonConvey have provided 6205 C3 idler bearings integrated with multi‑stage labyrinth seals and k6 shaft fits to curb inner‑ring creep while keeping roll resistance low. The value comes from correct clearance/fit/seal pairing rather than any single component change.
Environment-based fit and clearance recommendations
RFQ/specification checklist (copy/paste)
-
Bearing series and type (e.g., 6205 deep-groove ball), radial internal clearance (e.g., C3).
-
Sealing architecture (e.g., multi‑stage labyrinth with V‑ring) and target rotational resistance range.
-
Grease type (base oil viscosity @ 40 °C), NLGI grade, and nominal fill percentage.
-
Fits and tolerances: shaft fit (e.g., k6 or m6), housing fit (H7/J7), surface finish targets.
-
Runout/total indicated reading at roll ends and acceptance per CEMA 502 test context.
-
Expected L10 life target and the assumptions (load, speed, temperature, contamination class).
-
Any special materials/coatings (e.g., corrosion‑resistant shafts, taconite‑style sealing for extreme dust).
Common problems and troubleshooting
References for installation/maintenance practices: see SKF’s installation and maintenance guide and Timken’s Engineering Manual.
Best practices and maintenance tips
Start with clean geometry: burr‑free shoulders, specified chamfers, and Ra ≤ 1.6 µm on fits. Heat the inner ring for interference mounting rather than driving it cold. After assembly, check roll torque at ambient and after a short run‑in to confirm it trends downward, not up. Match grease base oil viscosity to the stabilized ring temperature—too thick at low temperature raises drag; too thin at high temperature shortens life. On dirty lines, prioritize labyrinth sealing and plan routine wipe-downs of exposed seal faces; reserve contact lips for wet retention cases. At outage intervals, sample a few rolls: measure rotational resistance per the CEMA 502 method, log temperatures, and cut open a retired roll to grade grease condition and contamination. The feedback loop is what turns a spec into reliable uptime.
Conclusion: actionable takeaways
Conveyor Roller End Bearings Selection comes down to five choices you control: bearing type, L10 life and modifiers, internal clearance, fits, and sealing. Document them in the RFQ so vendors quote the same thing, then verify in the lab with rotational resistance checks. If you’d like an engineering review of a current spec or a custom idler solution for a harsh duty, teams like BisonConvey can collaborate on fit/clearance/seal stacks without locking you to a specific bearing brand.
References (selected)
-
ISO 281 life concept and modifiers summarized in the SKF bearing life overview and aSKF modification guidance (2020–2023).
-
Radial internal clearance ranges and selection notes in the NTN DGBB catalog (2024) and the SKF Rolling Bearings Catalogue.
-
Fits/tolerances and arrangement guidance in Schaeffler’s design of bearing arrangements and SKF’s installation & maintenance guide.
-
CEMA 502 context and committee documents outlining test concepts: CEMA committee materials.
-
Example data sheet used in the worked example: SKF 6205 product page.