Title: Conveyor Belt System Components — Ultimate Guide
Meta title: Conveyor Belt System Components — Ultimate Guide
Meta description: Comprehensive engineering guide to conveyor belt system components, selection, standards (CEMA/ISO), troubleshooting, and maintenance.
Conveyor Belt System Components
Getting conveyors right is about systems, not parts. Every decision—from belt carcass to pulley lagging—affects power demand, tracking, dust, wear, and uptime. This guide breaks down the major conveyor belt system components, shows how they interact, and offers practical, standards-aware choices for heavy-duty applications in mining, cement, ports, and manufacturing.
Key takeaways
-
Think in systems: component choices interact (belt + idlers + pulleys + cleaners + controls).
-
Use standards as your north star: CEMA, ISO 5048/14890/15236, ASME B20.1, OSHA 1910, and MSHA.
-
Specify for the material and duty: impact, temperature, moisture, abrasiveness, and run length drive selection.
-
Prevent problems upstream: design transfer points, sealing, and support to reduce dust, carryback, and mistracking.
-
Plan inspection and condition monitoring from day one to cut downtime and energy losses.
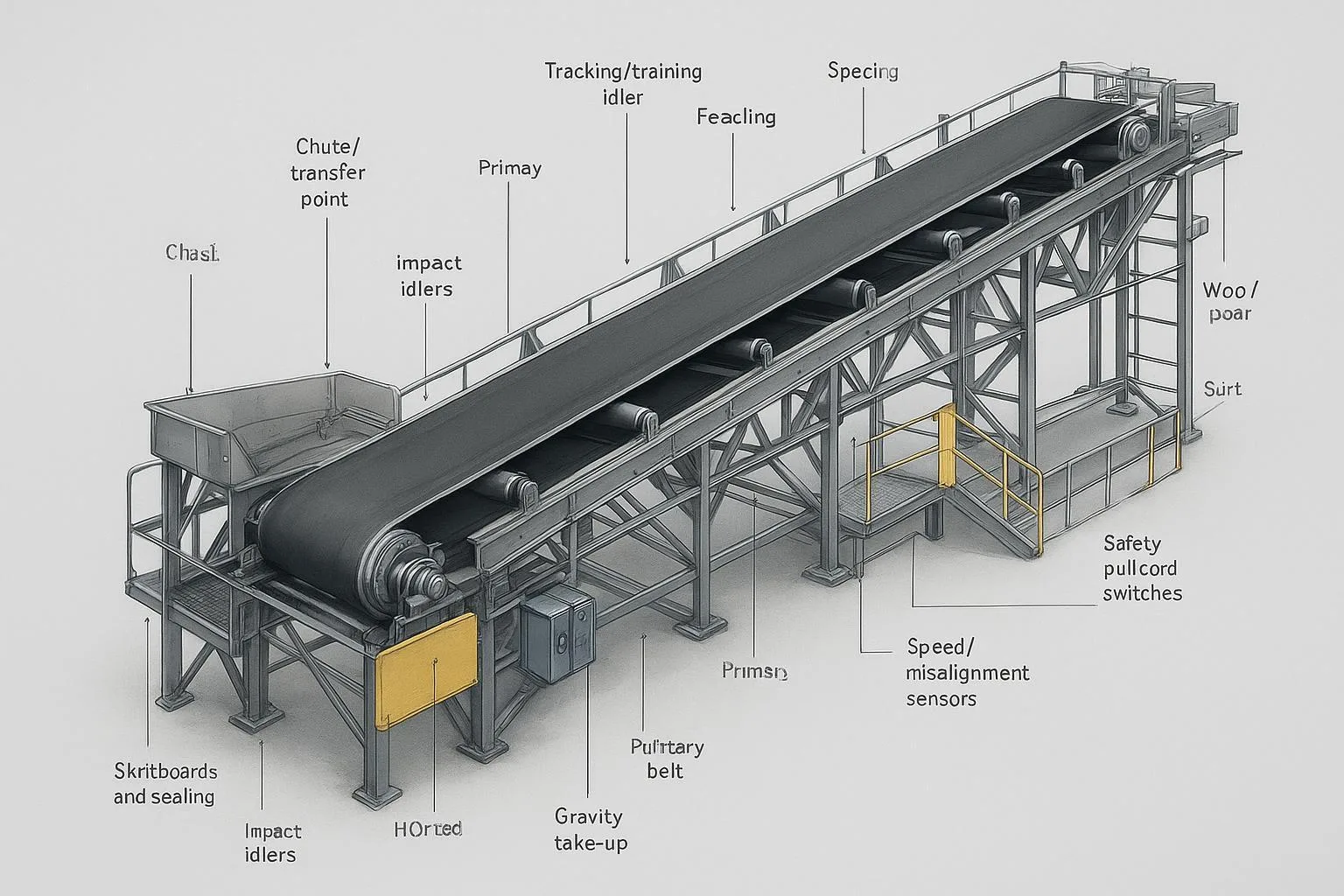
System overview and component map
A belt conveyor is a power-transmission and bulk-handling system made of interacting modules. At its core are the belt and idlers, but performance depends on the synergy between pulleys and lagging, the drive and controls, the take-up, and the quality of the loading and discharge design. Cleaning, tracking, guarding, sensors, and the supporting structure complete the system.
For a clear engineering primer on system parts, see the Control.com technical article Introduction to Conveyor Belt Systems by Control.com: engineering primer on conveyor system parts. CEMA’s Belt Conveyors for Bulk Materials provides design fundamentals; for publicly available safety practices, consult CEMA’s official Safety Best Practices SBP-002 on E-stops: CEMA SBP-002 emergency stop guidance.
Core Conveyor Belt System Components and functions
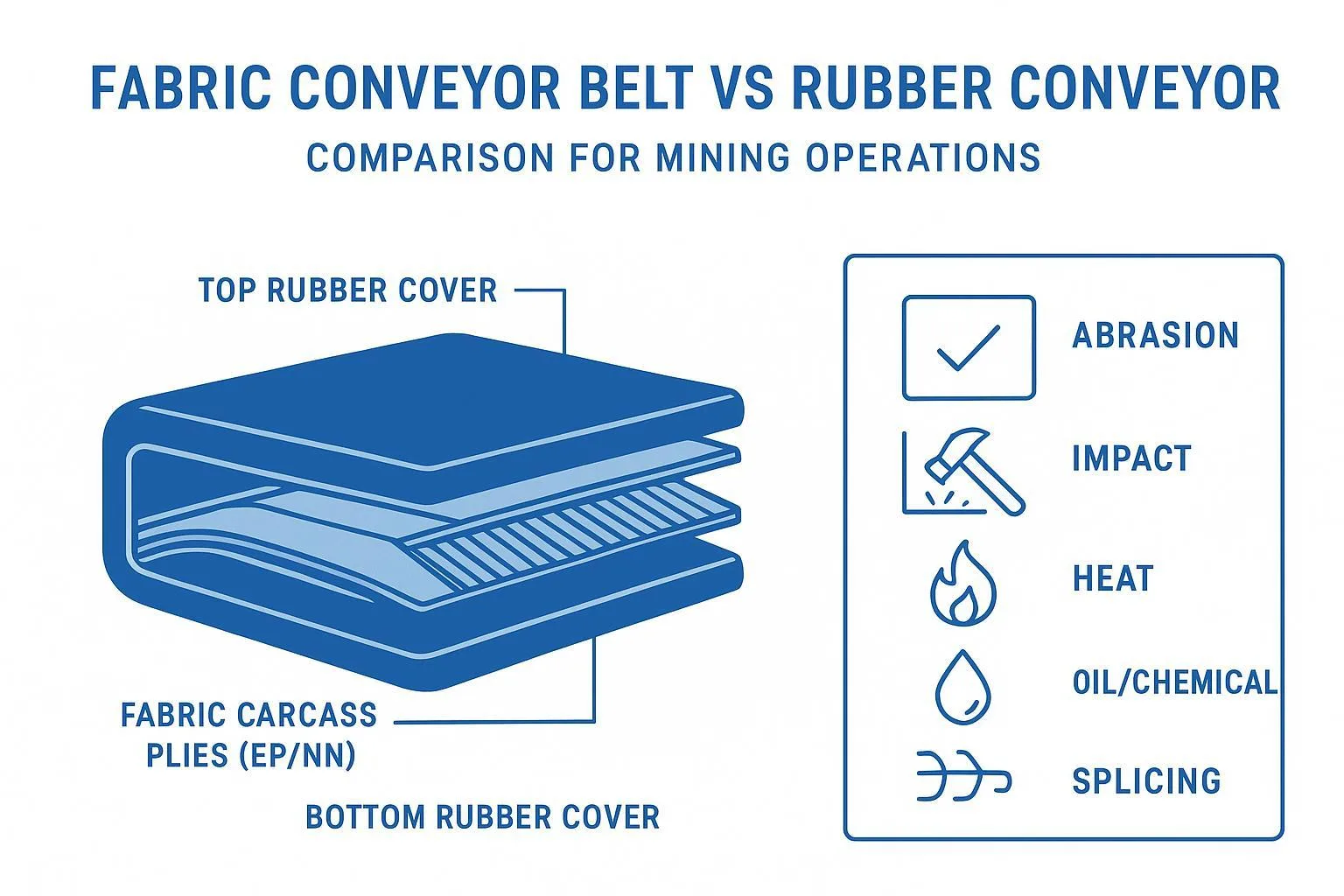
Belt — carcass, covers, and splices
The belt is the tension member and wear surface. Two common carcass families dominate:
-
EP/NN textile (multi-ply) belts: layers of polyester/nylon fabrics in rubber. Higher elongation, good flexibility, broad availability. Generally suited to short–medium runs and moderate tensions.
-
Steel cord belts: longitudinal steel cords in rubber for very low elongation and high tensile capacity—ideal for long runs and high-impact, high-tension duties like primary crusher-to-stockpile.
Cover compounds should match the environment: abrasion-resistant for ore and aggregate, heat-resistant for clinker, flame-resistant where regulations require. ISO 14890 defines requirements for textile belts used on the surface, while the ISO 15236 series addresses steel cord belts and joints; cite the relevant part during specification using ISO catalogue entries: ISO 14890 scope on ISO OBP and ISO 15236 series catalogue.
Splicing affects strength and downtime. Hot-vulcanized splices typically deliver the highest efficiency; mechanical fasteners are faster but can be the weak link under heat or heavy impact. For a discussion of heat-resistant splicing behavior, Dunlop provides practical notes in Splicing Heat-Resistant Conveyor Belts: engineering note on splicing heat-resistant belts.
Table — EP/NN vs steel cord belt selection
Field tip: Specify minimum pulley diameters, splice geometry, and take-up travel with the belt vendor early. It avoids late-stage constraints on layout and tensioning.
Idlers and rollers — support, troughing, and energy
Idlers support the belt and load, control trough shape, and influence power draw via rolling resistance. Typical types include carrying/troughing idlers, impact idlers (or beds) in the loading zone, return idlers (flat or V-return), transition idlers, and self-aligning/training idlers used as corrective aids.
Materials and bearings matter. Steel shells are robust and common; HDPE shells reduce weight and corrosion but can deform under heat or heavy impact. Sealed-for-life bearings with multi-stage labyrinth seals resist dust/water ingress.
Spacing and duty: CEMA duty classes (C, D, E, F) align idler construction with load. Typical carrying spacing ranges roughly 0.9–1.4 m (3.0–4.5 ft), tightening in loading and transition zones. Verify with CEMA tables or manufacturer charts. See General Kinematics’ components overview for a plain-language map of roles: component overview from General Kinematics.
Inspection cue: Place idlers directly beneath skirtboards and end skirts above an idler to prevent gaps that drive spillage and belt edge wear—common recommendations echoed in CEMA accessories committee materials.
Pulleys and lagging — traction, wrap, and wear
Pulleys redirect the belt and transmit torque. Key types are head/drive, tail, snub, bend, and take-up. Proper shaft sizing, hub/lock assembly, and face width are core reliability decisions.
Lagging increases friction and manages moisture/debris at the drive. Two broad choices dominate:
-
Rubber lagging: cost-effective, grooved patterns for water shedding; a solid option in dry/moderate duty.
-
Ceramic lagging: embedded ceramic tiles give very high friction and wear resistance, excellent in wet, muddy, or high-tension conditions at the head pulley.
For selection rationale and coverage patterns, Flexco’s technical materials are widely used in industry: see the Flex-Lag Technical Guide for friction and coverage choices: Flex-Lag technical guide by Flexco.
Table — Rubber vs ceramic lagging
Engineering note: Drive traction depends on wrap angle, lagging friction, and belt tension. Designers commonly add a snub to increase effective wrap at the drive where slippage is observed; confirm sizing rules in CEMA/DIN.
Drives and controls — power, starting, and stopping
A drive package comprises motor, gearbox, coupling, backstop (on inclined belts), and often a VFD for soft starting, speed control, and energy optimization. ISO 5048 outlines methods to determine the operating power at the driving pulley and the related tensile forces—use it or DIN 22101 for sizing methodology references; cite the standard in the design basis. An introductory overview of conveyor drive interoperation appears in Control.com’s primer: primer on drives, motors, gearboxes, and control.
Reliability practices include using VFD ramp profiles to limit shock during start/stop, considering controlled braking on long declines, selecting conservative service factors for cyclic/impact duty, and planning for heat dissipation and ingress protection in harsh environments.
Take-up and tensioning — stability across operating states
The take-up maintains steady belt tension despite load, temperature, and splice stretch changes. Gravity (counterweight) systems deliver automatic compensation and are common on long conveyors. Screw/jack systems are compact and simple but require periodic adjustment. Hydraulic or winch systems are viable when space is restricted or tension must be actively controlled.
Allow enough travel for expected belt stretch (textile >> steel cord). Maintain alignment of the take-up carriage and ensure guarding around moving masses. Martin Engineering’s primers provide accessible notes on belt tension concepts and transition distances in public resources.
Loading and transfer points — control impact, dust, and spillage
Most chronic problems begin here. Good transfer design aims to match material trajectory to belt speed and direction, absorb impact with impact idlers or beds and reinforced structure, seal with skirtboards plus wear liners (UHMW, rubber, or ceramic) with adequate belt support below, and provide dust control via enclosure and extraction where needed. Martin Engineering’s open knowledge materials summarize these principles for practitioners.
Cleaning and dust control — carryback management
Carryback increases fugitive material, accelerates idler wear, and causes mistracking. A two-stage cleaning system is standard on heavy-duty conveyors: a primary cleaner on the head pulley (around 2–3 o’clock) with urethane blades to remove the bulk of fines, followed by one or more secondary cleaners below the head (around 6 o’clock) often with tungsten carbide blades for sticky residues.
Maintain consistent blade pressure using spring/air/torque tensioners and re-tension on inspection intervals. For placement, tensioning, and performance rationale, see Martin Engineering’s cleaner guidance: belt cleaner tensioning systems and placement, and Flexco’s overview The Need for Belt Cleaners by the Numbers: why belt cleaners matter — Flexco.
Table — Primary vs secondary cleaners
Tracking and alignment — fix root causes first
Mistracking stems from structural misalignment, off-center loading, uneven buildup, non-square splices, and seized rollers. Correct the basics before adding devices: square and align terminal pulleys and structure, clean build-up and replace seized rollers, correct loading so the center of mass is on the belt centerline, adjust low-tension idlers in small increments, and install training idlers as a last resort. Martin Engineering’s open resources summarize common causes and remedies: causes of belt mistracking. CEMA committees have discussed tolerances and practices in public agenda materials.
Sensors, instrumentation, and safety controls
Protection and productivity rely on feedback from speed switches and encoders, belt misalignment (drift) switches and emergency pull-cords, rip detection systems, belt scales, and condition monitoring (vibration/temperature) on motors, gearboxes, and pulleys.
Design safety-related controls to ISO 13849-1 (Performance Level) or IEC 62061 and follow CEMA SBP-002 for E-stop application and testing: CEMA SBP-002 emergency stop guidance. For guarding requirements and examples of enforcement, consult OSHA 29 CFR 1910 Subpart O (machine guarding), including 1910.212 general requirements: OSHA machine guarding standard 1910.212. Mining sites should additionally align with MSHA guidance on guarding and startup warnings found in MSHA bulletins and safety topics.
Structure, walkways, and covers
Conveyor structures (stringers, trusses, galleries) provide stiffness and safe access. Good practice includes sufficient rigidity to limit deflection and preserve alignment, continuous walkways and compliant crossovers/catwalks, dust covers in windy or wet environments, and guarding of rotating parts and nip points per standard. CEMA’s SBP-001 on crossovers and ASME B20.1 outline safe design principles for access and guarding; see CEMA’s publicly available SBP-001: CEMA SBP-001 conveyor crossovers and ASME B20.1’s table of contents for scope: ASME B20.1 safety standard overview.
Practical applications and use cases
Mining: primary crusher to stockpile
Conditions: high impact, wet fines, variable tonnage. Recommended configuration includes a steel cord belt with abrasion-resistant covers and hot-vulcanized splices; a ceramic-lagged head pulley with a snub to increase wrap if slip risk remains; heavy-duty primary and secondary cleaners with torque or pneumatic tensioners; impact idlers or beds and reinforced load zone with robust skirting and liners; gravity take-up with adequate travel; a VFD-controlled drive for soft starts; and drift switches, speed switches, pull-cords, plus rip detection on critical runs.
Why it works: traction and cleaning reduce carryback and slippage; robust support in the loading zone contains impact and dust.
Cement: clinker conveyors
Conditions: sustained heat and abrasive, fine material. Recommended configuration includes a textile or steel cord belt with a heat-resistant cover compound rated to the continuous/peak temperatures specified by the supplier; high-temperature-capable idler seals and bearings in hot zones; strong sealing and dust collection at transfers with ceramic liners where abrasion is severe; and cleaner blades tolerant of heat (verify urethane grade or use carbide secondaries).
Why it works: temperature-rated materials avoid hardening/cracking; sealing and wear liners cut dust and premature wear.
Ports and terminals: shiploader/long galleries
Conditions: salt spray, wind, long runs, alignment sensitivity. Recommended configuration includes corrosion-resistant materials (galvanized/stainless) for idlers and fasteners with protective coatings on structures and pulleys; enclosed galleries or dust covers with wind guards at the head; VFDs for variable loading/speed control and alignment checks over long trusses; and robust pull-cords and E-stops along walkways with regular salt washdowns.
Why it works: corrosion control extends life; alignment and speed control protect splices and lagging under variable loads.
Selection and implementation guidelines
Use a structured decision path before committing to hardware.
-
Define duty and capacity. Material properties (size, abrasiveness, moisture, temperature), throughput and surge behavior, incline/decline and drop heights determine required belt width, trough angle, and speed. Outline power demand using ISO 5048 or DIN 22101 methods and record the chosen basis in the design spec.
-
Environment and compliance. Heat, chemicals, salt, dust, and washdown needs inform cover grade, idler sealing, and material choices. Safety requirements include OSHA/ASME for guarding/access, MSHA for mining practices, and CEMA SBP-002 for E-stop strategy.
-
Maintainability and safety-by-design. Provide accessible guarding, cleaner changeout space, take-up isolation and travel measurement points. Add condition monitoring provisions (vibration ports, temperature sensors) and test points for pull-cords/E-stops.
-
Reliability and total cost of ownership (TCO). Target energy with low rolling resistance idlers, correct belt sag, and efficient drives. Extend wear life with ceramic lagging where wet/high tension and liners in high-impact zones. Standardize idler classes, bearings, and cleaner blades across lines where possible.
Worked narrative example (conceptual): Given 1,800 t/h of crushed ore on a 1,200 mm belt over 600 m with 12° incline, estimate power via ISO 5048 terms (primary resistances from idlers, secondary from loading and skirt sealing, lift component from elevation change). Iterate belt speed (e.g., 2.0–3.5 m/s) vs. width to maintain surcharge angle and prevent rollback. Select drive and take-up to keep slack-side tension positive at all states. Verify pulley diameters against the selected belt and splice.
Common problems and troubleshooting
-
Mistracking
-
Symptoms: belt rubs guards, material spills one side, uneven edge wear
-
Causes: off-center loading, misaligned structure or pulleys, build-up on rollers, cupped belt, seized idlers
-
Actions: square terminals and structure; clean build-up; correct loading trajectory; adjust low-tension idlers incrementally; only then add training idlers. See Martin’s overview of causes and fixes: common causes of mistracking.
-
-
Belt slippage at the drive
-
Symptoms: glazing on lagging, heat smell, speed switch trips, fines on return
-
Causes: low tension/insufficient wrap, wet lagging, worn lagging, overloading
-
Actions: increase take-up tension within limits; add snub for wrap; upgrade to ceramic lagging in wet/muddy duty; check VFD ramps.
-
-
Carryback and spillage
-
Symptoms: fines on return, build-up on idlers and pulleys, housekeeping burden
-
Causes: inadequate cleaner setup, worn blades, low blade pressure, poor skirting/support, mis-aimed transfer chute
-
Actions: re-tension or replace blades; add/optimize secondary cleaner; improve sealing with proper belt support; refine chute trajectory. Guidance: belt cleaner tensioning systems and Flexco’s data-backed rationale: belt cleaners by the numbers.
-
-
Idler failures (noise, seized, hot)
-
Symptoms: squeal, smoke, hot bearings, belt damage lines
-
Causes: contamination past seals, overload, misalignment causing side loads, poor-quality bearings
-
Actions: replace failed units; improve sealing and cleaning; verify alignment and spacing; consider sealed-for-life idlers with robust labyrinth seals for severe dust.
-
Document all changes and verify against standards and site procedures before restart. And here’s the deal: a quick alignment check after any component replacement pays back fast in reduced cleanup and less wear.
Best practices and maintenance tips
-
Inspections and intervals
-
Daily: visual alignment, spillage/carryback, cleaner condition, skirt gaps, guards intact
-
Weekly: measure cleaner blade wear and re-tension; check idlers for noise/heat/build-up; verify pull-cord/E-stop function
-
Monthly/quarterly: inspect lagging wear; log take-up travel vs. baseline; infrared and vibration checks on motors/gearboxes/pulleys
-
-
Housekeeping and build-up control: clean return runs and pulleys before buildup hardens; ensure water management to avoid slurry on walkways.
-
Condition monitoring: add speed switches, drift switches, rip detection on critical belts; trend vibration and thermal data to catch bearing or alignment issues early.
-
Safety first: lockout/tagout before any work; maintain guarding per OSHA 1910 and ASME B20.1; apply CEMA SBP-002 for E-stop design and testing cadence. See OSHA’s 1910.212 for general guarding scope: OSHA 1910.212 machine guarding and CEMA’s SBP-002 for E-stops: CEMA SBP-002 emergency stop guidance.
Practical note: keep a simple conveyor log—date, take-up position, cleaner re-tension, splice observations, and any tracking adjustments. Think of it as a flight log for your belt; patterns jump out quickly.
Conclusion — what to do next
Actionable takeaways
-
Specify components as a system, not as isolated parts; document the design basis (ISO 5048/DIN 22101, CEMA references).
-
Select belt carcass and covers for duty, temperature, and run length; align pulley diameters and lagging accordingly.
-
Design transfer points, sealing, support, and cleaning at the outset—they prevent most chronic failures.
-
Build in inspection access, guards, and condition monitoring; plan a re-tension schedule for cleaners and take-up checks.
-
Validate alignment and tracking fundamentals before adding training devices; keep records.
If you need a reliable partner for belts, idlers, and pulleys in heavy-duty service, a neutral option is to consult BisonConvey for engineered selections and build-for-duty components.
Glossary (selected)
-
Carcass: The tensile backbone of the belt (textile plies or steel cords).
-
Lagging: A layer on the pulley face to improve friction and wear life.
-
Take-up: Mechanism that maintains belt tension (gravity, screw, hydraulic).
-
Carryback: Material that sticks to the belt after discharge and returns on the underside.
-
Trough angle: Angle between idler rolls that shapes the belt into a trough.
References and further reading
-
Control.com — Introduction to Conveyor Belt Systems: engineering primer on conveyor system parts
-
CEMA — SBP-002: E-Stop Application Guide: CEMA SBP-002 emergency stop guidance
-
CEMA — SBP-001: Conveyor Crossovers (access and safety): CEMA SBP-001 conveyor crossovers
-
ISO — 14890 and 15236 series scope and catalogue entries: ISO 14890 scope on ISO OBP, ISO 15236 series catalogue
-
Flexco — Pulley Lagging Technical Guide: Flex-Lag technical guide by Flexco
-
General Kinematics — Conveyor Components Overview: component overview from General Kinematics
-
OSHA — 1910.212 Machine Guarding: OSHA 1910.212 machine guarding