When a conveyor idler fails, it’s rarely the steel shell that gives up first—it’s the bearing, and most bearing failures in dusty plants start with a weak seal. Dust‑proof roller seal design is the quiet difference between idlers that spin freely for years and those that seize, score the belt, and trigger emergency shutdowns.
What is a Dust‑Proof Roller Seal?
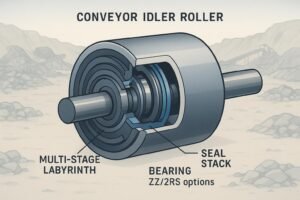
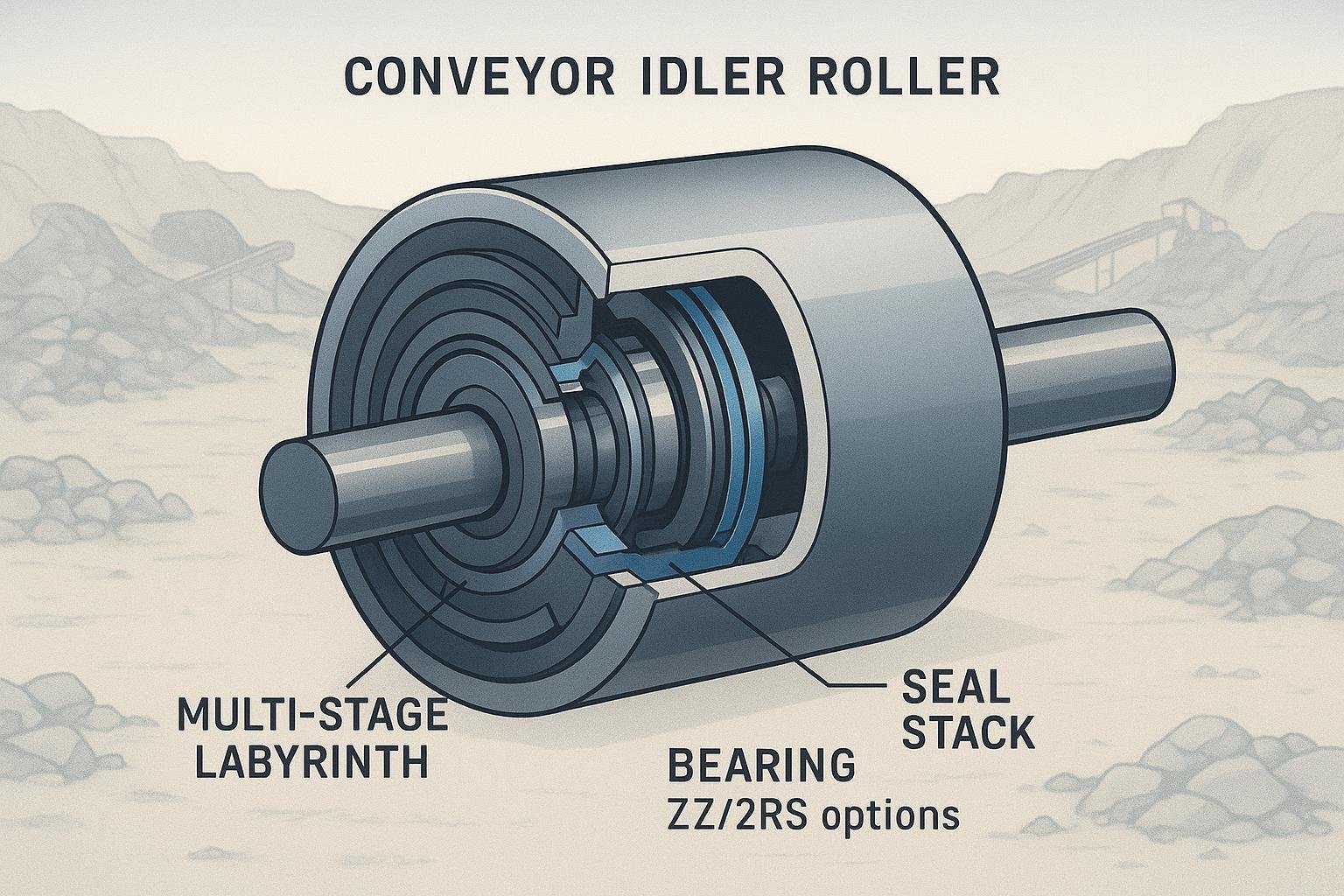
A dust‑proof roller seal (on a conveyor idler) is the engineered stack of elements at each roller end that blocks dust, fines, and moisture from entering the bearing cavity while keeping lubricant in and rotational resistance low. In practice, a robust conveyor idler dust‑proof seal design combines a multi‑stage non‑contact labyrinth, an inner contact lip seal, smart end‑cap geometry, and the bearing’s own closures, plus a controlled grease pathway for purging.
Scope: These seals live on troughing, return, impact, and training idlers across mining, quarrying, ports, steel, cement, power, agriculture, and other bulk‑handling lines. They’re distinct from gearbox shaft seals or plant‑wide dust suppression—here we’re focused on the roller’s end‑cap system and its bearing protection.
Why it matters: Good sealing cuts contaminant ingress, stabilizes grease life, and avoids drag that wastes energy. Over time, that’s fewer hot rollers, fewer belt scars, and fewer unplanned stops.
How Seal Stacks Work: Labyrinths, Lips, and Shields
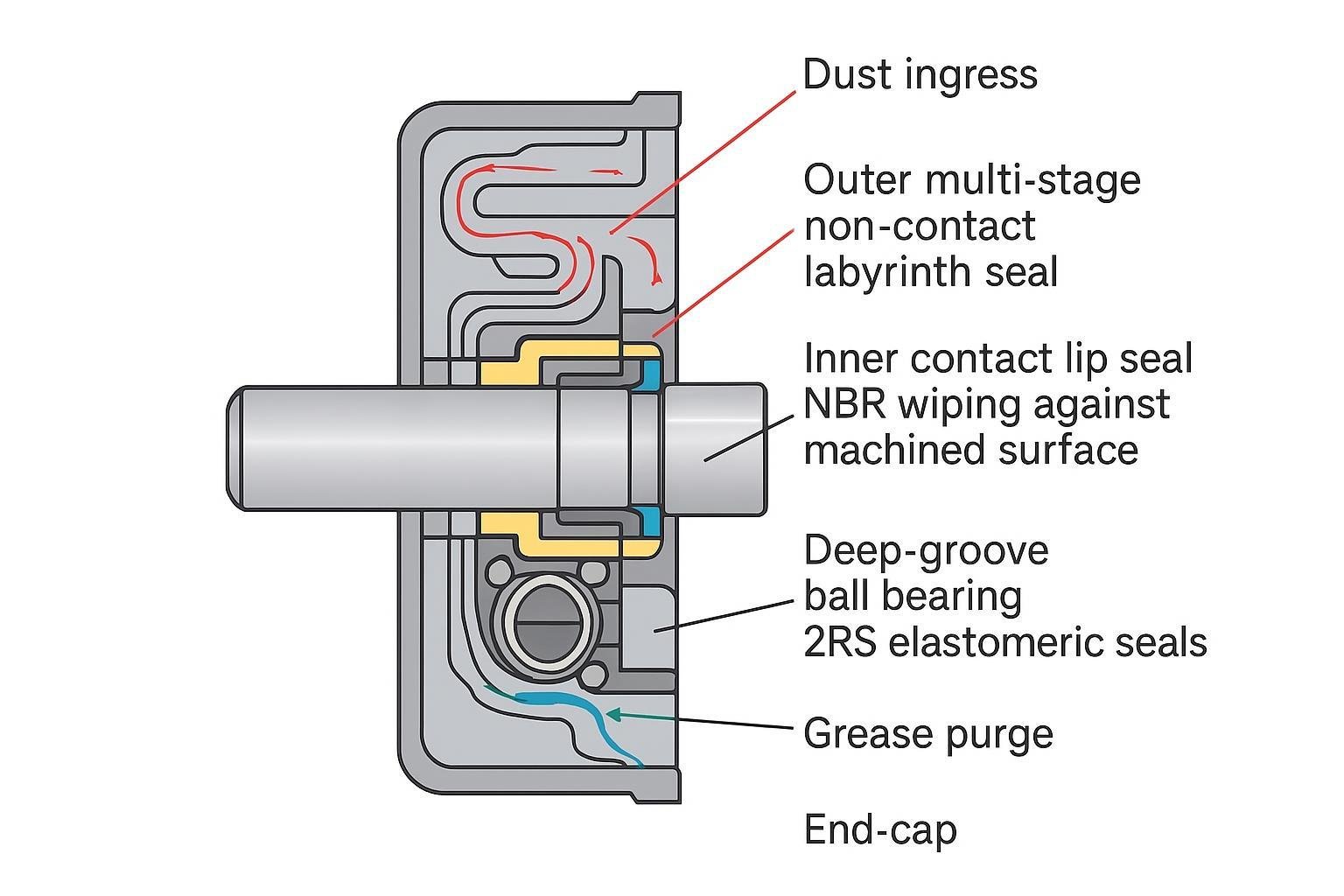
Think of the seal stack as a security checkpoint for particles. Each stage either slows intruders with geometry or wipes them away with contact.
- Non‑contact labyrinth: Closely spaced rings/clearances create a tortuous path. Airflow changes direction several times, and dust loses momentum before it can reach the bearing. Drag is minimal, so high‑speed service stays cool.
- Contact lip seal: An elastomer lip lightly rides a machined surface to scrape fine dust and retain grease. It adds some frictional torque and heat; material choice (NBR, PU, FKM) must suit temperature and chemistry.
- Bearing closures: The bearing itself may be shielded (ZZ, low friction) or sealed (2RS, higher exclusion). In an idler, this is the last line of defense, not the primary environmental seal.
- Grease purge path: A groove or cavity lets fresh grease displace contaminants during maintenance without blowing out the inner seals—when pressure is kept under control.
Two quick reference points help frame performance expectations:
- Ingress protection terminology (e.g., the IP “dust‑tight” concept) comes from IEC 60529; for background, see the IEC system overview as summarized by IEC 60529 ingress protection definitions. In procurement, use this as orientation rather than a one‑to‑one spec for idler ends.
- Basic conveyor idler dimensional and performance practice in North America is guided by CEMA; see the association’s home page for context: CEMA – Conveyor Equipment Manufacturers Association.
Conveyor idler dust‑proof seal design: architectures at a glance
| Architecture | How it blocks dust | Drag/heat | Water resistance | Typical use |
|---|---|---|---|---|
| Multi‑stage labyrinth | Tortuous, non‑contact path that slows particles | Very low | Moderate (improves with shields/flingers) | Dry, fine dust; high speed |
| Labyrinth + inner lip | Labyrinth stops bulk; lip wipes fines and retains grease | Low to moderate | Good with proper materials | Abrasive or mixed‑moisture duty |
| Labyrinth + felt ring | Felt captures fines near the outer path | Low | Poor when saturated | Legacy/low‑speed supplementary |
| Bearing ZZ vs 2RS | Bearing closure is final defense, not primary | ZZ: very low; 2RS: higher | 2RS improves exclusion | Pick per speed/environment |
Choosing a Seal Stack by Duty Class
There isn’t one perfect stack. The right conveyor idler dust‑proof seal design matches environment, speed, and maintenance philosophy. Use the table below to guide a preliminary choice, then confirm with your supplier’s drawings and test data.
| Environment | Recommended stack | Elastomer choice | Lubrication strategy | Inspection cadence |
|---|---|---|---|---|
| Dry, fine dust (cement/clinker) | 3–5‑stage labyrinth + inner lip + ZZ/2RS as needed | NBR (general) or PU wiper | Sealed‑for‑life in inaccessible zones; light purge path if regreaseable | Quarterly spin/noise/temperature check |
| Wet/mud, splash, washdown | Labyrinth + flinger/end‑face shield + inner lip + 2RS | NBR or FKM for heat/chemicals; stainless elements where possible | Water‑resistant grease; small, frequent purges if accessible | Monthly, and after major washdowns |
| High‑speed, relatively clean | Optimized low‑drag labyrinth + ZZ | N/A for lips if omitted; ensure surface finish | Sealed‑for‑life; monitor temperature | Quarterly with thermal spot‑checks |
| Corrosive/chemical exposure | Labyrinth + inner lip + 2RS; corrosion‑resistant metals | FKM (chem/heat) or EPDM (some chemicals); confirm compatibility | Sealed‑for‑life to reduce interventions | Bi‑monthly early, then quarterly |
A note on speed and temperature: Contact lips raise running temperature at high RPM. If belt speed is high and material is relatively clean, a refined, non‑contact geometry can save energy and heat while still protecting the bearing.
Grease, Purging, and Lubrication Best Practices
Grease is part of the sealing system. The right consistency, base oil viscosity, and additive package stabilize the film. The wrong grease—or mixing incompatible chemistries—can collapse it.
- Purge path intent: A designed groove gives fresh grease a way to push out fines without over‑pressurizing the inner lips or bearing closures. Small, controlled purges are better than rare, high‑pressure blasts that can unseat seals.
- Compatibility: Stick with one grease family unless you’ve validated compatibility. When in doubt, consult your bearing and idler supplier’s data sheets.
- IP language in context: IP ratings describe how enclosures resist ingress in lab conditions. They’re useful vocabulary for procurement but don’t replace evaluating the actual end‑cap geometry of conveyor roller seals. For background on IP concepts, see the IEC note linked above.
For safe lockout and verification before any greasing or inspection, review OSHA’s control of hazardous energy requirement: OSHA 1910.147 Lockout/Tagout overview.
Common Failure Modes and What They Tell You
Dust bypassing the outer labyrinth typically starts with worn clearances, damaged end‑caps, or poor concentricity. Once fines breach that first barrier, they contaminate grease, accelerate bearing wear, and you hear the tell‑tale growl. Heat follows as friction rises; eventually the roller can seize and scar the belt.
Lip seals age too. Heat, UV/ozone, and certain chemicals harden elastomers, reducing contact pressure and opening a path for bypass. If you see dry, cracked lips or polished tracks on the mating surface, expect leakage.
Water ingress is a separate—but related—enemy. Washdowns and rain can emulsify grease, lower its load‑carrying ability, and start corrosion. In wet service, add flingers or face shields, use water‑resistant grease, and inspect more frequently.
Grease starvation or channeling shows up as noisy bearings that briefly quieten after a purge—only to get loud again. That’s a sign the film isn’t stable. Check fill amounts, viscosity, and purge interval.
Finally, misalignment and runout wear seals unevenly. If a new idler warms quickly at one end, put a dial indicator on it; out‑of‑tolerance runout can carve a leakage path in weeks.
Maintenance & Inspection Checklists
Commissioning (new or replacement idlers):
- Verify end‑cap integrity and concentricity; check runout within the idler class target before loading the belt.
- Spin test at operating temperature where possible; feel for smoothness and listen for hiss/grind.
- Confirm seal stack per specification (labyrinth stages, lip presence, bearing closure type) against drawings.
- If regreaseable, trial a small purge to ensure flow follows the designed path without pushing past the inner lips.
- Document belt speed, ambient conditions, and any water exposure to set inspection cadence.
Monthly checks (adjust frequency for duty severity):
- Walk‑by audit for hot, seized, or noisy rollers; use an IR thermometer to spot heat rises.
- Look for dust caking or mud streaks near end‑caps—both hint at path breaches.
- Inspect for cracked or abraded lips, damaged flingers/shields, and dented end‑caps.
- For regreaseable designs, perform short, low‑pressure purges and wipe expelled grease to check for grit or water.
- Replace suspect rollers promptly; leaving one to “run to failure” risks belt damage.
Specifying in Procurement: What to Ask For
Good specifications prevent guesswork. Ask suppliers to provide:
- A cross‑section drawing of the conveyor idler dust‑proof seal design, labeling labyrinth stages, any inner lip, bearing closure type (ZZ/2RS), and the grease purge route.
- Material callouts for elastomers (NBR/PU/FKM/EPDM) and metallics (stainless or coatings where needed), with temperature and chemical compatibility notes.
- Rotational resistance values at the intended operating temperature and speed, plus the test method used.
- A description of dust/water screening tests or ingress protection demonstrations relevant to the end‑cap system; treat IEC IP terminology as directional evidence, not a standalone pass/fail for idlers.
- Recommended lubrication strategy: grease type, fill, and safe purge guidance.
If you’re aligning multiple lines or standardizing SKUs, it’s reasonable to ask established manufacturers to share neutral, application‑based guidance and drawings to speed approvals. If you already work with a vendor, such as a specialist like БизонКонви, request their seal stack options for your duty classes so you can compare like‑for‑like.
FAQ: Quick Answers
- What’s the difference between labyrinth and lip seals? A labyrinth uses non‑contact geometry to slow dust; a contact lip seal wipes the surface and retains grease. Many idlers use both for balanced protection and drag.
- Do bearing seals (2RS) make external seals unnecessary? No. Bearing closures are the final defense; the environmental load must be handled by the end‑cap stack.
- When should I choose sealed‑for‑life over regreaseable? Use sealed‑for‑life where access is poor and dust is extreme; choose regreaseable where safe, routine inspection is feasible and purge maintenance is part of SOPs.
- How do I avoid blowing out seals during purging? Use small, controlled shots with the correct grease; ensure a designed purge path exists and stop if back‑pressure rises unexpectedly.
- Are IP ratings directly applicable to idlers? They’re helpful language for ingress protection, but idler ends aren’t standardized IP enclosures. Use IP terms for orientation and ask for application‑specific test descriptions.
Safety reminder: Before any inspection or greasing, apply lockout/tagout and verify zero energy state; see the OSHA overview linked above for obligations and procedures.
A final thought: the right seal stack isn’t about a single component—it’s the interaction between geometry, materials, grease, and maintenance. Define your duty, ask for drawings and test notes, and check early performance. Your bearings will thank you.