
Keeping food-contact belts hygienic without chewing up downtime or damaging materials is a balancing act. The right tools should remove fats, oils, proteins, and allergens, support ATP/CFU validation, and protect belt life—ideally with less water and fewer chemicals. This guide compares leading conveyor belt cleaning tools for food processing plants using a transparent, standards-aligned methodology.
You’ll see which methods fit flat TPU/PVC, modular plastic, and wire mesh belts; what temperatures and pressures are typical; and where automation can shorten sanitation windows. Prefer a quick path? Our selector and RFQ checklist help you map soils, belt type, and allowable temps before you engage vendors.
Quick help: Prefer a fast way to narrow options? Download our free belt-cleaning method selector and RFQ checklist to map soils, belt type, and allowable temps.
How we chose: methodology aligned to HACCP and FSMA
We scored each solution using seven weighted dimensions important to food plants—sanitation efficacy and pathogen reduction (25), belt/material compatibility and damage risk (20), water/chemical consumption and environmental impact (15), automation/throughput impact and downtime reduction (15), ease of sanitation validation and documentation (10), lifecycle impact on belt wear and TCO (10), and service/support coverage (5). Evidence considered: vendor manuals/spec sheets, standards bodies, and credible case examples with ATP/CFU or time/labor data.
- Food safety anchors: FSMA Preventive Controls set expectations for sanitation controls, monitoring, verification, and validation of food-contact surfaces such as belts; see the FDA’s overview in the Final Rule for Preventive Controls for Human Food.
- Hygienic design references: Guidance from EHEDG and 3‑A helps frame CIP/COP cleanability and material choices on conveyor systems.
- Validation practice: ATP programs should use site-specific RLU thresholds established via replicate testing and trend tracking (see Hygiena’s verification guidance).
Compatibility matters as much as efficacy. Modular and wire mesh belts tolerate different temperatures than flat TPU/PVC, and brush hardness and pressure matter. Always verify belt OEM limits and cleaning head contact conditions before deploying aggressive methods. For example, select nylon modular belts are rated for higher continuous temperatures than many acetal series according to Intralox material guidance.
Note on belt and component selection: BisonConvey provides practical selection guidance to align belts with appropriate cleaning methods and temperatures, and matched components that help maintain stable tracking during in‑place cleaning procedures. If you’re evaluating belt materials for frequent washdowns, you can learn more at БизонКонви.
Side‑by‑side comparison of conveyor belt cleaning tools for food processing plants (2026)
| Tool | Method | Automation | Compatibility | Temp/Pressure | Water/Chemicals | Price | Limitations |
|---|---|---|---|---|---|---|---|
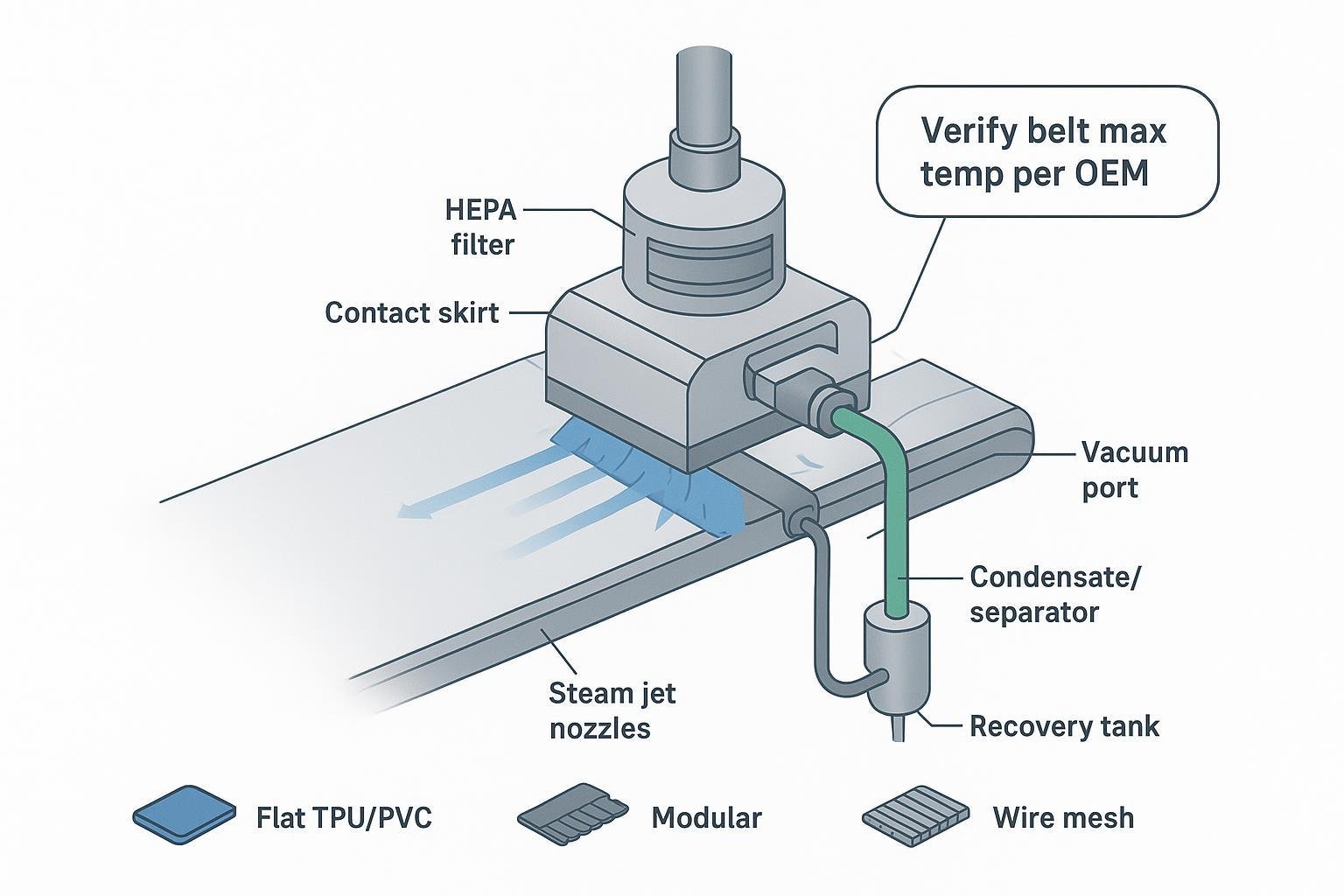
| Goodway PureBelt (Flex/Portable/Fixed) | Dry steam + integrated vacuum | Portable or fixed in-place | Flat TPU/PVC, modular plastic, wire/mesh (Flex head for mesh) | Steam ~130–145 psi; verify surface temps per belt OEM | Very low water (~7–17 gal/hr by setup); chemical-free optional | Quote-only (2026‑02‑28) | Requires steam power, condensate handling; site ATP validation needed |
| Electro‑Steam (Eagle/Automated CIP) | Dry steam; portable and automated CIP | Portable heads to robotic/in-place | Flat TPU/PVC, modular plastic, wire/mesh (verify head) | Broad 5–160 psi class; verify at contact surface | 95–99% less water vs wet methods context; chemical-free optional | Quote-only (2026‑02‑28) | Integration engineering; fewer published surface-temp details |
| System Cleaners (foam/rinse) | Low‑pressure foam/rinse/disinfect | Fully automated PLC cycles | Flat TPU/PVC, modular plastic | ~20 bar boosted water; temp by chemistry | Uses water/chemicals; optimized dosing & capture | Quote-only | Engineered install; may need manual knock‑down |
| Douglas Machines Cyclone Belt Washer | High-pressure on‑belt washer | Semi‑automated | Flat TPU/PVC, modular plastic (verify) | 1500–2000 psi; water ~3–4 gpm | Water only; chemicals optional | Quote-only | Splash/condensate management; not for low‑moisture areas |
| Better Engineering Conveyor/Tunnel Washers | Enclosed multi‑stage washer | Fully automated conveyorized | Various belts/widths; custom | Wash/rinse/sanitize/dry; configurable | Higher water/energy; filtration & recirculation | >$100k typical for 3‑stage | High capex/footprint; SSOPs required |
| Flexco FGP‑C Primary Cleaner | Mechanical blade (UHMW/metal‑detect) | Manual/installed primary | Cleated/modular belts | −20°F to 140°F UHMW blade | No water unless paired with wash | Quote-only | Not a sanitizer; temp ceiling limits |
| Argonics Chevron Cleaner | Polyurethane finger cleaner | Installed primary | Chevron/cleated belts | Up to ~500 fpm speeds | No water unless paired with wash | Quote-only | Not a sanitizer; verify food‑contact status |
| Habasit Hygienic CIP device | OEM CIP spray unit | Automated in-place | Modular belts; monolithic TPU/TPO | Example units ~50°C, ~5 bar | Water/chemicals with optimized flow | Quote-only | Temp/pressure caps; complements, not replaces steam |
| Nilfisk SDV/SV | Steam + vacuum (multi‑purpose) | Portable adjunct | Flat TPU/PVC; some modular/wire mesh | 4.5–8 bar steam class | Low water; detergent injection optional | Quote-only | Not full‑width belt head; accessories required |
| Cold Jet Dry Ice | CO₂ blasting | Portable adjunct | Flat/modular; nearby equipment | No water/chemicals | None added; CO₂ media cost | Quote-only | CO₂ ventilation/PPE; not a sanitizer |
Citations appear in each item card below.
The best‑for list: choose by belt type, soil, and downtime window
Below, each item card follows a standard format. We include 1–2 authoritative links for evidence and specs.
Goodway PureBelt — Best for low‑water, in‑place dry steam cleaning
- 1‑line positioning: Dry steam heads with integrated vacuum for fast, low‑moisture belt cleaning while minimizing downtime.
- Belt types supported: Flat TPU/PVC, modular plastic, wire mesh (Flex head variant).
- Cleaning method + automation: Dry steam with vacuum capture; portable or fixed in‑place versions.
- Temp/pressure; water/chemicals: Steam supply around 130–145 psi; low water usage (~7–17 gal/hr, setup dependent); typically chemical‑free.
- Pros: Very low water; vacuum speeds drying and reduces runoff; options for mesh belts; production‑friendly changeovers.
- Cons: Requires sufficient steam power and condensate management; site validation (ATP/CFU) still required.
- Best for / Not for: Best for dry or low‑moisture plants and quick allergen changeovers. Not for lines lacking steam utilities or with belts near their thermal limits.
- Price/limitations: Quote‑only (2026‑02‑28). Verify belt OEM max temperatures and surface contact conditions.
- Evidence links: See the PureBelt Portable brochure for operating pressure and water usage and the PureBelt Fixed brochure for head options and vacuum capture.
Electro‑Steam — Best for automated/robotic dry‑steam CIP
- 1‑line positioning: Chemical‑optional dry steam cleaning for belts, from portable heads to automated/robotic in‑place systems.
- Belt types supported: Flat TPU/PVC, modular plastic, wire mesh (confirm head).
- Cleaning method + automation: Dry steam; portable attachments and automated CIP units.
- Temp/pressure; water/chemicals: Broad 5–160 psi class; strong water‑reduction context (often cited 95–99% less vs wet cleaning). Typically chemical‑free.
- Pros: Enables in‑place cleaning; strong fit for dry plants; portfolio spans manual to robotic.
- Cons: Requires engineering integration; fewer published surface temp details—validate per belt OEM.
- Best for / Not for: Best for plants prioritizing minimal water and faster restarts. Not for locations without steam or where ventilation for condensate is limited.
- Price/limitations: Quote‑only (2026‑02‑28).
- Evidence links: Review the CIP vs COP explainer for in‑place cleaning context and browse the conveyor sanitation resources for product options.
System Cleaners — Best for automated foam/rinse cycles on heavy soils
- 1‑line positioning: Low‑pressure boosted water and foam/rinse/disinfect systems with PLC cycles to standardize belt sanitation.
- Belt types supported: Flat TPU/PVC, modular plastic.
- Cleaning method + automation: Automated foam, dwell, rinse, and optional disinfect stages; nozzle bars sized to belts.
- Temp/pressure; water/chemicals: Around 20 bar boosted water; temperature depends on chemistry; optimized dosing and monitoring available.
- Pros: Consistent coverage; labor/time reductions in case examples; scalable across lines.
- Cons: Higher water/chemical use than dry steam; engineered install and utilities needed.
- Best for / Not for: Best for heavy fat/protein soils and wet‑clean plants. Not for low‑moisture areas.
- Price/limitations: Quote‑only. Requires drainage and chemical management.
- Evidence links: See an automation case from poultry processing and the AM/AMM EVO main stations overview for capabilities.
Want a side‑by‑side recommendation based on your belt type and soil? Use the free selector to compare dry steam vs foam/rinse for your line, and export an RFQ checklist.
Douglas Machines Cyclone Belt Washer — Best for high‑pressure on‑belt cleaning
- 1‑line positioning: On‑belt cyclone washers delivering focused high‑pressure cleaning with controlled water use.
- Belt types supported: Flat TPU/PVC, modular plastic (verify specific belt series and joints).
- Cleaning method + automation: High‑pressure spray head on the belt; semi‑automated.
- Temp/pressure; water/chemicals: 1500–2000 psi; ~3–4 gpm published; chemical optional.
- Pros: Strong soil removal; relatively contained vs open hose; complements primary cleaners.
- Cons: Splash and condensate handling required; not ideal for low‑moisture zones; verify belt compatibility.
- Best for / Not for: Best for heavy protein/fat residues in wet‑clean areas. Not for temperature‑sensitive belts or dry plants.
- Price/limitations: Quote‑only. Requires robust drainage and safety controls.
- Evidence links: See Douglas’s Cyclone Belt Washers specifications and their meat and poultry automation resources.
Better Engineering Conveyor/Tunnel Washers — Best for enclosed multi‑stage sanitation
- 1‑line positioning: Conveyorized tunnel washers with configurable wash/rinse/sanitize/dry stages for high throughput.
- Belt types supported: Customizable for various belt types and widths.
- Cleaning method + automation: Enclosed multi‑stage spray/brush with recirculation and heated stages.
- Temp/pressure; water/chemicals: Configurable; higher water/energy consumption; filtration and recirculation reduce waste.
- Pros: Repeatable, enclosed process; integrates drying; supports major throughputs.
- Cons: Highest capex/footprint; detailed SSOPs required; more utilities.
- Best for / Not for: Best for centralized cleaning or large lines needing enclosed control. Not for space‑constrained sites or low‑capex projects.
- Price/limitations: Three‑stage systems typically exceed $100,000 depending on width and options.
- Evidence links: Review the Cyberjet conveyor washer specifications and the food processing industry page for hygienic configurations.
Flexco FGP‑C — Best for cleated and raised‑profile belts (primary cleaner)
- 1‑line positioning: Food‑grade primary cleaner with a curved blade to clean cleated/modular belts.
- Belt types supported: Cleated/modular belts; widths and cleat heights per model.
- Cleaning method + automation: Installed mechanical blade (UHMW, metal‑detectable options).
- Temp/pressure; water/chemicals: UHMW blade typical range −20°F to 140°F; no water by itself.
- Pros: Snap‑on blades for fast change; full‑contact curve for cleats; metal‑detectable options.
- Cons: Not a sanitizer; temperature ceiling; light‑duty positioning in some models.
- Best for / Not for: Best for carryback control on profiled belts. Not for replacing sanitation steps.
- Price/limitations: Quote‑only.
- Evidence links: See the FGP‑C product page and the Flexco product handbook for specs and variants.
Argonics Chevron Cleaner — Best for protecting profiles while reducing carryback
- 1‑line positioning: Polyurethane finger‑style cleaner engineered for chevron/cleated belts.
- Belt types supported: Chevron/cleated/raised‑rib belts; compatible with spliced or vulcanized joints.
- Cleaning method + automation: Installed finger cleaner; adjustable tensioning.
- Temp/pressure; water/chemicals: Dry primary cleaner; water optional when paired with wash.
- Pros: Flexible fingers conform to profiles; modular sections for quick replacement.
- Cons: Not a sanitizing step; confirm food‑contact material requirements.
- Best for / Not for: Best for sticky carryback on raised profiles. Not for fine allergen removal without additional steps.
- Price/limitations: Quote‑only.
- Evidence links: See the Argonics product page and technical brochure for details.
Habasit Hygienic CIP devices — Best for OEM‑integrated modular belt cleaning
- 1‑line positioning: Hygienic CIP spray units and modular belt designs that enable repeatable, resource‑managed cleaning.
- Belt types supported: Modular belts (HyCLEAN), monolithic TPU/TPO (Cleanline, Cleandrive).
- Cleaning method + automation: OEM CIP spray bars and sequences; automated.
- Temp/pressure; water/chemicals: Example units around 50°C and ~5 bar; chemistry per OEM guidance.
- Pros: Repeatable cleaning with improved belt geometry for access; integrates with OEM controls.
- Cons: Temp/pressure caps; may not replace steam for heavy soils.
- Best for / Not for: Best for standardized modular lines. Not for extreme soils or high‑temp sanitation requirements.
- Price/limitations: Quote‑only.
- Evidence links: Explore the hygienic CIP unit overview and HyCLEAN/Cleandrive product materials.
Nilfisk SDV/SV — Best multi‑purpose steam/vac adjunct for belts and nearby equipment
- 1‑line positioning: Portable steam‑and‑vac systems to complement belt cleaners and reach hard‑to‑access areas.
- Belt types supported: Flat TPU/PVC and some modular/wire mesh with appropriate heads.
- Cleaning method + automation: Steam (4.5–8 bar class) with vacuum recovery; detergent injection on SDV.
- Temp/pressure; water/chemicals: Low water; optional detergents.
- Pros: Flexible adjunct tool; continuous‑fill boilers; stainless construction.
- Cons: Not a full‑width belt head; surface temperature specs at contact not always published.
- Best for / Not for: Best for touch‑ups and adjunct sanitation. Not for primary belt cleaning on wide belts without dedicated heads.
- Price/limitations: Quote‑only.
- Evidence links: See the SDV4500 product page and the Nilfisk product catalog for ranges and accessories.
Cold Jet Dry Ice — Best for water‑free cleaning during fast changeovers
- 1‑line positioning: CO₂ dry ice blasting removes soils without added water or chemicals and minimal residue.
- Belt types supported: Flat and modular belts (test first), plus adjacent equipment and long conveyors.
- Cleaning method + automation: Portable blasting; media logistics required.
- Temp/pressure; water/chemicals: No added water/chemicals; manage CO₂ ventilation.
- Pros: Helps shorten changeovers; can clean hot/running equipment in certain cases; no wastewater generation.
- Cons: Not a sanitizer; PPE and ventilation controls; media supply chain needed.
- Best for / Not for: Best for low‑moisture facilities and quick allergen changeovers. Not for deep microbial reduction without a sanitizing step.
- Price/limitations: Quote‑only.
- Evidence links: See Cold Jet’s food and beverage page for case examples and process details.
Pricing notes and RFQ checklist
- Dry steam belt cleaners (portable/fixed): Pricing is quote‑only as of 2026‑02‑28; costs scale with belt width, number of heads, boiler power, and vacuum accessories.
- Enclosed conveyor/tunnel washers: Three‑stage systems typically exceed $100,000 depending on width, stages, and options.
- High‑pressure on‑belt washers: Quote‑only; published consumption around 3–4 gpm at 1500–2000 psi helps model utilities.
- Automated foam/rinse CIP: Engineered systems with booster water, chemical dosing, and PLC controls; quote‑only.
RFQ checklist to speed procurement:
- Belt type and width/speed (flat TPU/PVC vs modular plastic vs wire mesh; cleat height/profile)
- Soil profile and changeover frequency (fats/oils/proteins/sugars/flour; allergens)
- Allowable temperatures and pressures per belt OEM; brush hardness guidance
- Utilities and space (steam/electrical/water/chemistry; drainage/condensate handling)
- Desired automation level and target sanitation window
- Validation plan (ATP thresholds, swab schedule, documentation)
- Regional service/support expectations and spare parts lead times
FAQ: sanitation efficacy, validation, and compatibility
-
How effective is dry steam vs foam CIP? Dry steam with integrated vacuum is highly effective for many soils with minimal water and can speed restarts; foam CIP offers broad chemical action and coverage for heavy fats/proteins but uses more resources. Choose based on soil load, belt type, and allowable temps; validate with ATP/CFU on your line.
-
Can these tools clean modular and wire mesh belts without disassembly? Yes—dry steam heads with mesh‑friendly designs and OEM CIP units can clean in place. Always verify belt series temperature/chemistry limits and confirm access to hinges/rods for effective soil removal.
-
What validation methods are appropriate? ATP luminometry with site‑specific RLU thresholds (established via replicate tests) is widely used for rapid verification; periodic microbial swabs (CFU) confirm program effectiveness. Record readouts and trend results as part of FSMA verification.
-
What safety precautions apply when using steam on food lines? Verify belt OEM temperature limits; manage condensate and slip risks; wear PPE; protect electrical enclosures; and follow lockout/tagout where motion or energized cleaning is unsafe. Ensure adequate ventilation when using steam.
-
How do we avoid belt damage during aggressive cleaning? Match brush hardness and pressure to belt material; respect max temperature/pressure; confirm compatibility of chemicals with TPU/PVC and modular plastics; and monitor edge fray or cracks to adjust SOPs before damage accumulates.
Safety and Compliance notes
- Temperature/pressure limits by belt material: Many acetal modular belts cap near ~93°C continuous, while certain nylon series can tolerate up to around 143°C; flat TPU/PVC belts typically require lower steam contact temperatures. Always confirm the exact series and cover compound before using high‑temperature methods.
- Condensate and runoff handling: Use vacuum capture where possible; contain splash; provide grating or mats to mitigate slips; route condensate to drains with interceptors.
- Electrical and LOTO: Protect motors/sensors/controls from moisture; follow OSHA electrical and lockout/tagout practices for any energized or moving equipment sanitation.
- Allergen and validation: Document changeovers with ATP baselines and swab schedules; keep logs for FSMA verification and audits.
Temperature/pressure guidance snapshot (verify with your belt OEM):
| Belt type | Typical continuous temp window | Notes |
|---|---|---|
| Modular acetal | Up to ~93°C (varies by series) | Some acetal belts tolerate hot water but may not be FDA‑compliant at upper bounds; confirm series |
| Modular nylon (LMAR) | Up to ~143°C (select series) | Higher heat tolerance; still validate food‑contact compliance |
| Flat TPU/PVC | Often below boiling at surface | Favor lower‑temp steam or foam CIP; avoid prolonged high heat |
| Wire mesh/metal | Wide heat tolerance | Manage condensate and corrosion; ensure safe handling |
Citations and further reading
- FDA: See the Final Rule for Preventive Controls for Human Food for sanitation control expectations.
- EHEDG/3‑A: Review hygienic design resources for conveyor/CIP considerations.
- Hygiena: Read guidance on setting site‑specific ATP thresholds and verification practices.
- Intralox: Check material‑specific temperature ranges for modular belts, including nylon series rated up to about 143°C and acetal series nearer ~93°C.
- Vendor references per item cards above: Goodway PureBelt brochures, Electro‑Steam conveyor sanitation resources, System Cleaners cases and product pages, Douglas Machines Cyclone specs, Better Engineering conveyor washer specs, Flexco FGP‑C product pages, Argonics Chevron cleaner pages, Habasit hygienic CIP unit and belt portfolio, Nilfisk SDV/SV pages, and Cold Jet F&B resources.
Next steps
Need a sanity check on belt compatibility and cleaning method fit for your conveyor belt cleaning tools for food processing plants? Download the free method selector and RFQ checklist, or share your belt type, width, and sanitation window to get tailored guidance.


