
When a conveyor idler seizes, everything downstream pays for it—belt damage, mistracking, spillage, fire risk, and unplanned downtime. This guide lays out practical steps for preventing roller seizure in heavy-duty conveyors used in mining, ports, cement, steel, power, and similar bulk-handling operations. You’ll find field-proven inspection tactics, lubrication strategies, seal and bearing choices, and a realistic path to predictive monitoring—tied to standards and credible OEM notes.
Root causes you can actually control
Roller seizure is rarely a single-point failure. It’s a chain of small misses that add up. Using the ISO 15243 bearing failure taxonomy as a common language helps your teams identify and fix root causes before they snowball. The formal standard is cataloged by ISO, and SKF provides readable summaries of the classifications.
- Contamination and wear: Dust and fines infiltrate past inadequate seals, abrading raceways and rollers. Lubricant films degrade; metal-to-metal contact drives heat and friction. See the bearing damage classification overview in the ISO 15243:2017 listing (International Organization for Standardization) and the practical breakdown in SKF’s Evolution bearing damage analysis guide.
- Lubrication starvation or degradation: Wrong grease viscosity or thickener, washout in wet zones, or simple neglect allows sliding and adhesive wear. Starvation accelerates quickly into heat rise and eventual lockup.
- Overload and misalignment: Excessive burden (impact zones, sag miscalculation) and skewed frames push bearings out of intended load paths, elevating contact stress and heat.
- Thermal and corrosion factors: High ambient/process heat thins grease; water and corrosive media roughen surfaces, promoting micro-pitting and raising friction.
- Installation and fit errors: Out-of-square frames, bent shafts, wrong interference fits, or contaminated housings seed early damage that later presents as “sudden” seizure.
Early detection for preventing roller seizure
Finding a roller on the path to seizure is about relative change and trend, not one-size-fits-all absolute limits. Combine ultrasonic, vibration, and infrared (IR) methods to catch problems early and act safely.
-
Ultrasonic inspection (repeatable and fast)
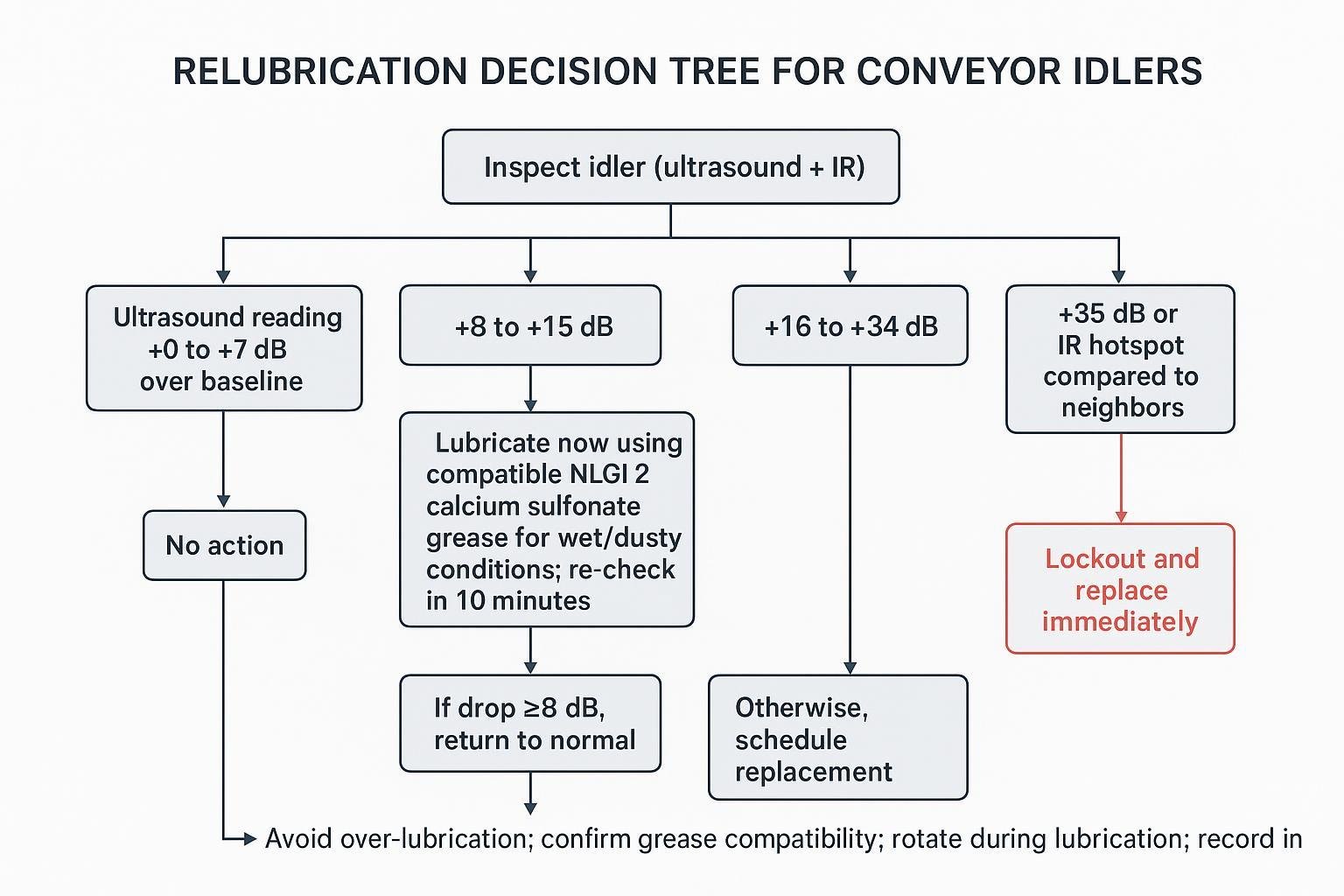
- Use a 30 kHz setting and consistent test points. Trend against a baseline for each idler family/zone. A practical rule set used by many programs: +8 dB over baseline suggests lubrication is required, +16 dB indicates likely bearing damage needing scheduled replacement, and +35 dB is critical—act immediately. These increments are documented in UE Systems’ bearing inspection procedures and their ultrasonic lubrication guidance.
- Pro tip: After lubricating, recheck within 10 minutes. If the reading falls near baseline, you likely corrected starvation; if it stays high, plan a changeout.
-
Vibration checks (methods from ISO frameworks)
- ISO’s diagnostic procedures help you acquire consistent data, even if there are no idler-specific limits. Use the ISO 13373 and 20816 families to guide measurement points and evaluation. An accessible entry point is ISO’s online browsing platform for machine vibration evaluation standards. Establish site baselines and apply enveloped acceleration per ISO methods to reveal early bearing faults.
- For critical zones, add low-cost continuous sensors. Use them to alert on relative increases rather than generic severity charts.
-
Infrared thermography (comparative deltas)
- IR cameras quickly spot outliers: compare a roller’s surface temperature to its neighbors under similar load and ambient conditions. Prioritize deltas and hot spots rather than absolute numbers. Corroborate with ultrasonic or vibration before issuing work orders. Training content from Fluke (e.g., the TiX580 application pages) emphasizes baseline-and-compare practices.
-
Inspection cadence
- High-risk zones (loading, impact, wet/splash areas): ultrasound monthly, vibration quarterly, IR during each shift patrol on hot days or after storms.
- Overland/return runs: ultrasound quarterly, IR monthly or during regular walks, vibration semiannual unless history dictates more.
By committing to these routines, you’re actively preventing roller seizure rather than reacting to it after the fact.
Lubrication strategy and SOP
If you need one lever that moves seizure risk fast, it’s lubrication—right grease, right frequency, right method. This is central to preventing roller seizure in any environment.
-
Grease selection that matches the environment
- Most heavy-duty conveyor bearings do well with NLGI 2 grease and medium-high base oil viscosity. OEM notes from SKF cite options such as LGWA 2 general-purpose grease and LGNL 2 for high load and vibration, while LGEP 2 lithium EP is a mainstay in many bearing units.
- For wet/washdown or corrosive exposure, calcium sulfonate complex greases are widely recommended for superior water washout resistance and corrosion protection; Timken’s lubrication resources explain this positioning. Always verify compatibility before switching thickeners.
- For very high temperatures or special speeds, consult OEM charts (e.g., Mobil SHC Polyrex or Mobilgrease XHP 460 families) and confirm base oil viscosity vs. speed and load.
-
Relubrication frequency and quantity
- There is no universal interval. SKF and others direct users to calculators (e.g., DialSet) that consider bearing size, speed, temperature, load, orientation, and contamination class. Start from calculated values and refine via ultrasound trending.
- Technique: Relube while the roller rotates, use a metered volume, and listen with ultrasound to avoid over-lubrication. Stop when the ultrasonic reading drops meaningfully toward baseline and purge is minimal. Record settings in the CMMS for repeatability.
-
Automation options
- Where access is hazardous or points are frequently neglected, consider single-point automatic lubricators or sealed-for-life/solid-lube idlers in the dirtiest zones. These reduce starvation risk and human exposure, but validate energy drag and maintenance tradeoffs before wide rollout.
Sources for the tactics above include SKF product pages and catalogs for grease families, Timken’s guidance on water resistance and calcium sulfonate properties, and UE Systems’ ultrasonic lubrication procedures.
Bearing and seal choices that cut seizure risk
You can’t inspect your way out of poor component choices. Spec bearings, seals, and materials to the environment and duty.
-
Seal architectures
- Multi-labyrinth, non-contact seals are efficient for long overland runs where energy loss matters and dust is moderate.
- Hermetic, multi-stage labyrinths sometimes combined with lip seals or V-rings improve ingress resistance for splash, slurry, or very dusty zones at a small drag penalty. OEM literature from Rulmeca heavy-duty rollers and Melco’s brochure illustrates where these options fit heavy-duty applications.
-
Materials and housings
- Stainless components resist corrosion in ports and chemical plants.
- UHMWPE shells reduce mass and corrosion on return rollers; ceramics or ceramic-lagged pulleys help in extreme abrasion at transfer points.
-
Selection and compliance notes
- Align with idler classes and selection concepts from CEMA Standard 502 and verify that dimensional and load ratings meet your design.
- If adding sensors or auto-lubers in explosive dust zones, ensure ATEX/IECEx compliance.
Retrofit and design upgrades with real payback
Retrofits pay for themselves when they cut emergency stops and belt damage. Prioritize impact and wet zones first, then scale. Done well, these measures are central to preventing roller seizure across the line.
- Seal retrofits and upgraded idler cartridges reduce ingress and extend life where contamination dominates.
- Impact beds/cradles (per CEMA guidance on impact beds and cradles) stabilize the belt profile to avoid shock loads and bouncing that punish idler bearings.
- Sensorized idlers or bracket-mounted temp/vibe nodes provide early warnings. Treat vendor performance claims with caution; prove value in your environment.
Simple ROI framing: If an average seizure incident costs 2 hours of downtime at $X per hour plus belt repair risk, and a seal retrofit kit reduces such events by even a few per year, the payback period often lands within months. Capture the averted events in your CMMS to validate.
PdM pilot roadmap for heavy-duty conveyors
Start small, prove it, and scale. Here’s a practical sequence that maintenance teams can own.
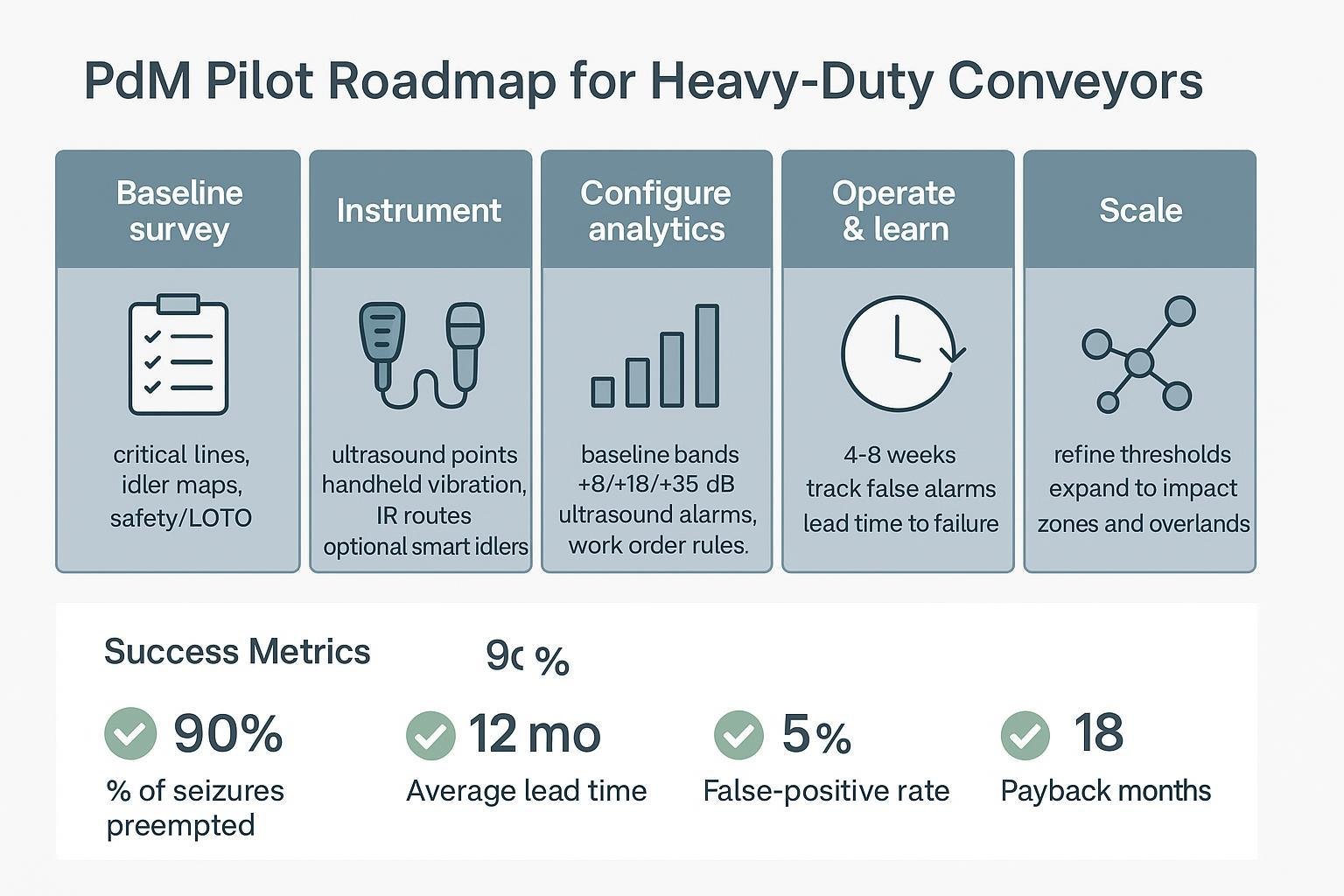
- Baseline survey: Map critical lines, mark idler families and numbers, document access/guarding constraints, and set safe test points.
- Instrument: Define ultrasound points, add handheld vibration routes, include IR scans on patrols, and optionally trial a few smart idlers in the worst zones.
- Configure analytics: Establish baseline bands per idler family. Set ultrasound alarms at +8/+16/+35 dB over baseline. Tie alerts to work order rules.
- Operate and learn (4–8 weeks): Track false alarms, lead time to intervention, and technician feedback. Adjust bands and SOPs accordingly.
- Scale: Expand to impact zones and overland runs; refine spare parts and kitting so planned changes happen smoothly.
Success metrics to track: percentage of seizures detected pre-failure, average intervention lead time, false-positive rate, averted downtime hours, and payback months.
Maintenance schedules and a quick checklist
Use clear cadences and acceptance criteria, then tune with history. These routines are the backbone for preventing roller seizure and controlling total cost.
- Daily or shift patrols: Listen for squeal and rumble. Scan visually for build-up, wobble, and belt rub. Use IR for hot spots on flagged lines. Remove accumulations at return rollers.
- Weekly: Ultrasound check of high-risk zones; verify guarding and skirting integrity; clean drip trays and splash guards.
- Monthly/Quarterly: Torque-check frames and brackets; ultrasound-trend critical rollers; vibration spot checks; relube per ultrasound-guided SOP where applicable.
- Annual/Overhaul: Teardown sample rollers from harsh zones; assess seals and grease condition; categorize failures per ISO 15243 to improve specs and SOPs.
Two simple artifacts you can print and carry:
- Quick checklist block (copy/paste to a one-pager)
- Identify high-risk zones (impact, wet, abrasive) and mark them on the route.
- At each zone: listen, look, IR compare, and ultrasound test points.
- If ultrasound ≥ +8 dB over baseline: lubricate with compatible NLGI 2; recheck in 10 minutes.
- If ultrasound ≥ +16 dB or repeated hot spot: schedule changeout.
- If ≥ +35 dB or severe heat vs neighbors: lockout and replace now.
- Record readings and actions in CMMS; note grease type and volume.
Inspection cadence and tools
| Zone type | Ultrasound | IR scan | Vibration | Notes |
|---|---|---|---|---|
| Impact/wet/abrasive | Monthly | Each patrol on hot/wet days | Quarterly | Prioritize sealing upgrades |
| Overland/return | Quarterly | Monthly | Semiannual | Trend vs baseline |
| Critical drives/pulleys | Monthly | Monthly | Quarterly | Follow OEM specs and safety |
Safety and standards you must tie into
- Lockout/Tagout and blocking: De-energize and lock/tag the main disconnects before servicing. Block or secure belt motion; never rely on local jog switches. MSHA guidance and alerts reinforce these steps; start with MSHA Part 56 daily inspection and guarding sections.
- Guarding: Inrunning nip points and rotating parts must be guarded. See OSHA 29 CFR 1910.212 machine guarding for the federal baseline and align plant practices accordingly.
- Fire prevention: Overheated rollers can ignite accumulated fines. Include thermal patrols near transfer points and enclosures.
- Standards anchors: Idler classes and selection context in CEMA Standard 502; vibration methods in ISO 13373/20816 overviews; failure analysis language from ISO 15243:2017.
Micro-examples
-
Port conveyor with persistent wet ingress A coastal terminal saw recurring roller rumble near shiploaders after heavy weather. IR flagged hot spots compared to adjacent rollers. Ultrasound averaged +14 dB over baseline, dropping to +4 dB after relube with a water-resistant NLGI 2 (calcium sulfonate) grease. Subsequent teardown of a sacrificial roller showed seal wear tracks consistent with splash ingress. The team specified hermetic multi-stage labyrinths with a secondary lip for that zone. Result: fewer urgent work orders and safer access planning due to reduced emergency interventions.
-
Overland mine line with abrasive dust A long-distance conveyor in a dry, dusty region suffered sporadic seizures at impact points. Baselines were established with ultrasound and housing-mounted vibration. Where readings crept +16 dB and vibration bands widened, the crew scheduled changeouts and added impact cradles per CEMA guidance to stabilize the loading profile. A quarterly teardown program mapped failures to ISO 15243 wear modes, informing a move to higher-viscosity grease and upgraded labyrinth seals.
What to do next
Run a baseline survey this week on one critical line. Add ultrasound to the route, establish IR comparisons, and label test points. Pilot the decision tree for 4–8 weeks. If the data catches even a handful of near-failures, expand to the next-highest-risk zones and tune your specs. That’s how you stay ahead in preventing roller seizure without bloating maintenance hours.
Sources and further reading
- Failure taxonomy — ISO 15243:2017 rolling bearing damage classification and SKF’s Evolution overview of ISO 15243.
- Idler classes/selection — CEMA Standard 502 and CEMA Standard 575 for impact beds/cradles.
- Vibration methods — ISO 13373/20816 online browsing platform for measurement and evaluation frameworks.
- Ultrasound thresholds and lube — UE Systems bearing inspection instruction and ultrasonic lubrication procedures.
- Grease selection — SKF LGWA 2; SKF LGNL 2; SKF LGEP 2 catalog reference; Timken on calcium sulfonate advantages; Mobil SHC Polyrex; Mobilgrease XHP 460.
- Safety — MSHA Part 56 for surface operations inspections/guarding and OSHA 1910.212 machine guarding.
Note: Where numeric acceptance criteria are absent in standards for small idlers, use baseline-and-trend methods and corroborate across modalities (ultrasound, vibration, IR). That’s how you catch problems early without overreacting.


