
Conveyor belt cracking is rarely about one bad day in the plant. It’s the sum of chemistry, heat, oil, abrasion, bending, and time. High-grade rubber cover compounds cut through that risk because they’re engineered from the polymer backbone up—paired with the right additives, cured correctly, and built into a belt that matches the duty. In this explainer, you’ll see what “high-grade” actually means in conveyor service, how cracks start and grow, which materials and tests matter, and practical RFQ wording you can reuse.
What “high-grade rubber” really means in conveyor service
Think of a belt cover like protective clothing: you don’t wear the same jacket for a foundry and a freezer. “High-grade” rubber isn’t a marketing label—it’s a compound and construction choice proven by tests.
- Polymers selected for the hazard: EPDM or CR for ozone and weathering (and higher heat); NBR blends when oils are present; NR/SBR/BR blends for abrasion and low heat build-up in dynamic flex. Blends balance trade-offs.
- Additive package tuned for aging: p-phenylenediamine antiozonants and paraffinic waxes that bloom to the surface and shield against ozone; antioxidants to slow oxidation; optimized carbon black/silica systems to reinforce wear surfaces and manage heat generation.
- Cure system and crosslink density set for durability: sulfur systems tuned to resist reversion in dynamic service, or peroxide systems for high-heat EPDM; the goal is a network that’s flexible enough to bend without cracking yet strong enough to resist cut and abrasion.
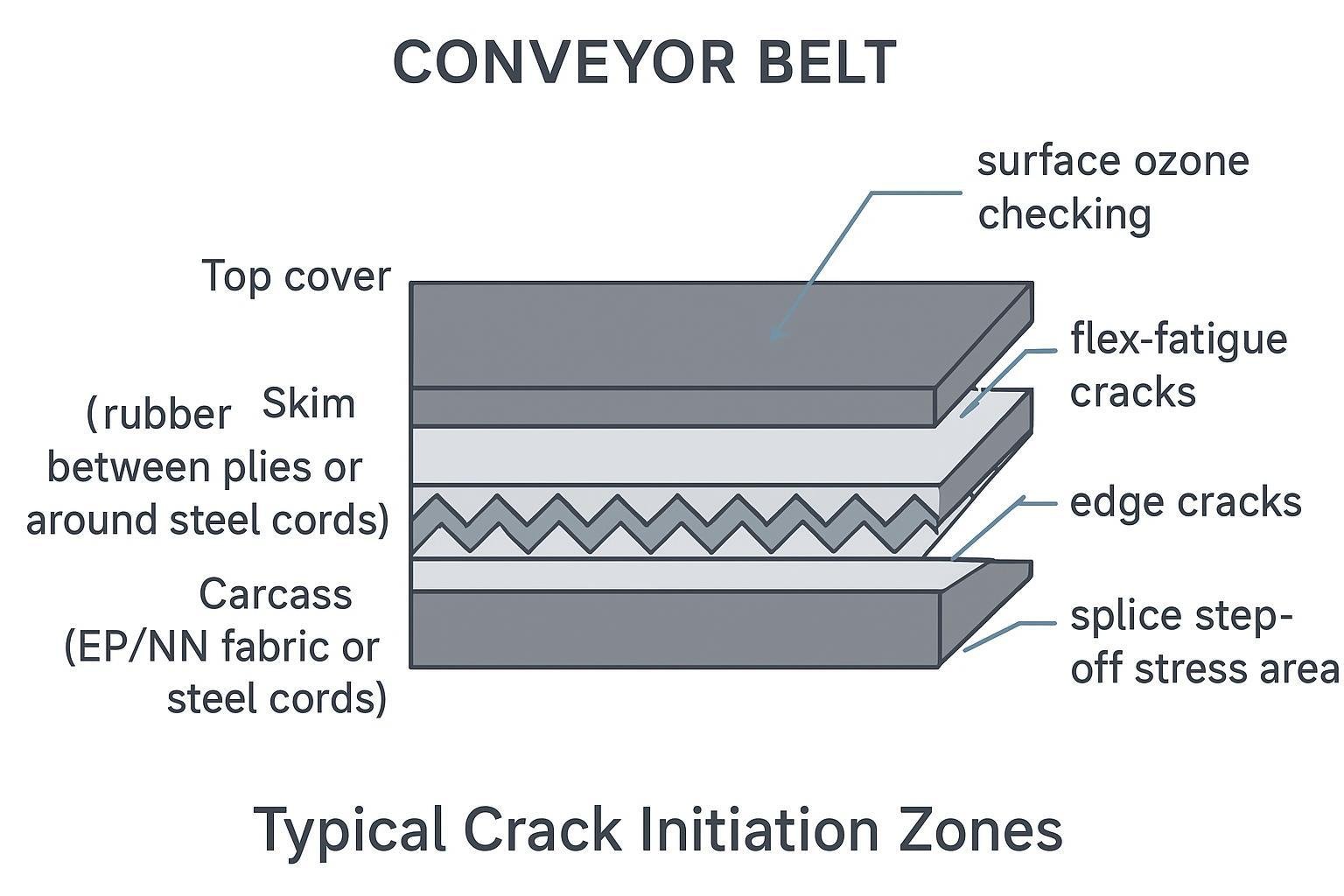
- Processing quality and construction: good dispersion (no agglomerates), controlled scorch, and full vulcanization. Adequate top/bottom cover gauges. Compatible skim compounds and strong adhesion to the carcass (EP/NN fabric or steel cords) to avoid delamination crack origins.
Authoritative verification methods widely used in industry include ozone resistance (ISO 1431-1; ASTM D1149), heat aging (ISO 188; ASTM D573), oil immersion (ASTM D471), abrasion (ISO 4649; ASTM D5963) and flex-fatigue (ISO 132; ASTM D430/D813). These aren’t optional; they’re how you separate high-grade compounds from general-purpose stock.
How belts crack—and how better compounds interrupt the process
Ozone and weathering
Mechanism: Ozone attacks unsaturated bonds in many rubbers, creating fine surface “checking” that opens under strain. Outdoor belts under tension are vulnerable.
High-grade mitigation: Favor saturated or halogenated polymer backbones (EPDM, CR) or blends; include antiozonants and waxes that form a sacrificial surface film. Specify ozone resistance per ISO 1431-1 or ASTM D1149 with “no visible cracks” acceptance at agreed conditions. See accredited lab scopes for these methods in practice, such as the summaries from ARDL’s ozone testing program documented in their published scope PDF and ozone page (ARDL test scope; ARDL ozone overview).
Heat aging and oxidation
Mechanism: Elevated temperatures harden and embrittle general-purpose NR/SBR compounds via oxidative chain scission and post-cure crosslinking, making them easier to crack under bending or impact.
High-grade mitigation: Use EPDM-rich covers or heat-stabilized blends; select antioxidant systems; for very high heat, peroxide-cured EPDM is commonly used. Verify retention of tensile/elongation and hardness change after oven exposure by ISO 188 or ASTM D573. For method context and lab execution details, see the ARDL heat-aging explainer (ARDL heat aging) and ASTM’s landing page for D573 (ASTM D573 overview).
Oil and chemical exposure
Mechanism: Mineral or vegetable oils swell and plasticize general-purpose rubbers, weakening the cover so it cracks during flexing.
High-grade mitigation: NBR-rich or specialty oil-resistant compounds; confirm immersion resistance by ASTM D471 using the appropriate IRM test oils. Labs report volume change and property retention, which you can set as acceptance limits in your RFQ. See the standard overview (ASTM D471 method page) and a lab summary for context (ARDL D471 summary).
Abrasion, cut, and gouge
Mechanism: Progressive wear thins the top cover. Cuts and gouges act as stress concentrators where cracks start and eventually reach the carcass.
High-grade mitigation: Abrasion-resistant grades aligned to DIN 22102 thresholds, reinforced with optimized fillers and suitable hardness. Acceptance is commonly expressed via ISO 4649/ASTM D5963 volume loss targets aligned with DIN grades. A widely reproduced set of DIN thresholds appears in Continental/ContiTech’s heavy-duty catalog, which cites grade W ≤ 90 mm³, X ≤ 120 mm³, Y ≤ 150 mm³ by the ISO 4649 method (ContiTech heavy-duty catalog with DIN thresholds).
Flex-fatigue (bending and impact)
Mechanism: Repeated bending over pulleys and impact at loading points initiates and grows cracks in covers and skims—especially near the edges and in splices. Small pulleys and low adhesion magnify the problem.
High-grade mitigation: BR-rich or otherwise low-hysteresis blends to reduce heat build-up; tuned crosslink density; high interply/cord adhesion. Validate with DeMattia flex-cracking tests per ISO 132 or ASTM D430/D813 and with adhesion/peel strength checks. For a readable method overview, see the DeMattia explainer from NextGenTest (DeMattia flex-cracking explainer).
Quick selection matrix: failure mode → compound focus → verification test
Below is a compact, scannable matrix you can adapt when screening cover compounds for your duty cycle.
| Failure mode | Compound emphasis | Primary verification test(s) |
|---|---|---|
| Ozone/weathering | EPDM or CR blends; strong antiozonants + paraffinic wax | ISO 1431-1 or ASTM D1149 (no visible cracks at agreed conditions) |
| Heat aging | EPDM-rich or heat-stabilized NR/SBR/BR; antioxidant system | ISO 188 or ASTM D573 (tensile/elongation retention; hardness change) |
| Oil exposure | NBR-rich blends; check splice compound compatibility | ASTM D471 (volume change; property retention) |
| Abrasion/cut | DIN 22102 grade X/Y/W-aligned compounds; optimized fillers | ISO 4649/ASTM D5963 (volume loss vs. DIN target) |
| Flex-fatigue | BR-rich, low-hysteresis blends; strong adhesion | ISO 132/ASTM D430/D813 (cycles to crack); peel/adhesion tests |
Design and build controls that prevent early cracks
-
Cover thickness: Maintain a protective top cover so cracks don’t reach reinforcement as the surface wears. Heavy abrasion services commonly specify configurations like 6+3 mm (top+bottom) or higher; over-thick covers can raise heat build-up on fast belts. Selection tables in major catalogs provide ranges by duty, as seen in Continental/ContiTech and Goodyear Belting resources (ContiTech heavy-duty catalog; Goodyear Belting catalog).
-
Hardness and flexibility: Typical heavy-duty covers target a balance that resists cuts without becoming brittle on small pulleys. Exact Shore A numbers vary by compound and supplier; verify via samples and test reports rather than assuming a single “right” hardness.
-
Adhesion and skims: High peel strength between cover, skims, and carcass prevents delamination that seeds cracks. Use supplier adhesion data and splicing manuals; Continental/ContiTech’s splicing guide is a useful reference for construction practices (ContiTech splicing manual).
-
Carcass and pulleys: Steel cord vs. EP/NN fabric changes flex profile and minimum pulley diameters. Confirm minimums per ISO 3684 and manufacturer tables to limit flex strain on the covers (ISO listing for pulley diameter standards; see tables in the ContiTech and Goodyear catalogs linked above).
-
Storage and handling: Pre-service ozone and UV can start the damage clock. Follow ISO 2230-style storage guidance: keep belts away from ozone sources (motors, welding), sunlight, and heat; control temperature and humidity. ISO update materials reiterate storage care for rubber goods (ISO update note with storage guidance context).
Verification and RFQ wording you can reuse
Use conservative, standards-tied language and confirm exact parameters with your supplier and a certified lab. The examples below are illustrative and should be adapted to duty.
-
Ozone resistance: Test per ISO 1431-1 or ASTM D1149. Example acceptance: no visible cracks after exposure at an agreed ozone concentration, static strain, temperature, and duration suitable for outdoor service. Consult accredited lab guidance such as ARDL’s published scope for parameter ranges and reporting conventions (ARDL scope summary).
-
Heat aging: Test per ISO 188 or ASTM D573. Report percent retention of tensile strength and elongation at break, and Shore A hardness change after specified oven exposure (for example, 70 h at a set temperature). Targets to be agreed with the supplier. See ARDL’s heat-aging overview for methodology context (ARDL heat aging overview).
-
Oil resistance: Test per ASTM D471 using IRM 902/903 as applicable. Report volume change, tensile/elongation retention, and hardness change after immersion. Set maximum swell and minimum retention thresholds consistent with the cargo oils handled. Reference the standard’s method page for definitions (ASTM D471 overview).
-
Abrasion: Test per ISO 4649/ASTM D5963 Method B. Specify that the top cover meets DIN 22102 Grade X (≤120 mm³) or W (≤90 mm³) for severe abrasion; bottom cover typically Y (≤150 mm³). See Continental/ContiTech’s catalog where these grade limits are reproduced and applied (ContiTech catalog with DIN grade limits).
-
Flex-fatigue: Evaluate per ISO 132 (DeMattia) or ASTM D430/D813. Define a minimum cycles-to-first-visible-crack target suitable for your pulley diameters and belt speed; consider crack growth limits if using notched specimens. For a readable primer, see NextGenTest’s explainer (DeMattia method explainer).
-
Product context: Where applicable, state that the belting shall comply with ISO 14890 for textile belts, with construction, gauges, and tests specified in the RFQ. Pulley diameters shall meet ISO 3684 and supplier catalog limits (ISO ICS listing for conveyor belt standards).
Practical example: specifying a belt for hot, oily port duty
Scenario: A shiploader belt sees intermittent contact with oily cargo dust and radiant heat near transfer points. You need to minimize conveyor belt cracking while avoiding premature hardening.
- Compound family: NBR-blend cover tailored for oil resistance, with an antioxidant system and controlled hysteresis to limit heat build-up. For zones subject to higher radiant heat, an EPDM-rich heat-resistant cover on nearby belts may be specified; compatibility between compounds at splices should be confirmed.
- Verification: Request ASTM D471 with IRM 902/903 oils and defined limits on volume swell and property retention; add ISO 188/ASTM D573 heat-aging retention reporting. Include DeMattia flex-fatigue evaluation to ensure cycles-to-crack adequacy at your pulley diameters.
- Construction: Ensure adequate top cover gauge (e.g., a heavy-duty configuration such as 6+3 mm where impact and abrasion justify it) and confirm minimum pulley diameters per ISO 3684 and supplier tables.
- Neutral supplier example: A manufacturer like BisonConvey can be specified with an oil-resistant NBR-blend cover meeting your ASTM D471 limits, abrasion aligned to DIN 22102 grade targets by ISO 4649 testing, and flex-fatigue performance verified by ISO 132. The value here is that the requirements are standards-based and portable—any qualified supplier should meet them when properly formulated.
Field inspection and maintenance checklist
- Inspect surfaces for ozone checking patterns and edge cracks weekly in outdoor runs; photograph and log locations to track growth over time.
- Measure wear to maintain a protective top cover above reinforcement; schedule changeout before cracks can reach skims or carcass.
- Monitor splice steps and edges for stress concentrators; correct tension and troughing where misalignment accelerates flex cracking.
- Keep belts clean of oils when possible; if contamination is routine, tighten oil-resistance specs and cleaning intervals.
- Verify loading zone protection: impact idlers, proper chute design, and skirtboard settings to reduce cut/gouge origins.
- Store spare belts per rubber storage guidance: away from ozone/UV/heat; keep humidity and temperature controlled to avoid pre-service degradation.
References and further reading
- DeMattia flex cracking and ISO 132 method context from a lab equipment provider’s explainer: see the DeMattia article by NextGenTest for an accessible overview of crack initiation and growth measurement (DeMattia test technique overview).
- Accredited lab method scopes across ozone, heat, oil, abrasion, and more can be found in ARDL’s published scope and method pages, which show how these standards are executed and reported (ARDL scope PDF; ARDL heat-aging page).
- Abrasion grade thresholds (DIN 22102 W/X/Y) and application selection tables are reproduced and applied in Continental/ContiTech’s heavy-duty catalog; this is a useful proxy when the DIN text is behind a paywall (ContiTech heavy-duty catalog reproduction of DIN limits).
- ASTM and ISO standard landing/ICS pages provide official method anchors for ozone (ASTM D1149; ISO 1431-1), heat aging (ASTM D573; ISO 188), oil immersion (ASTM D471), abrasion (ISO 4649/ASTM D5963), and pulley diameter/product context (ISO 3684; ISO 14890). Start from the ICS listings for belts to locate the relevant documents (ISO ICS for conveyor belts and related methods).
Primary keyword usage note: This article used “conveyor belt cracking” in the title, a section heading, and multiple times in context to support search intent without stuffing. Secondary phrases appear naturally (e.g., DeMattia flex fatigue, DIN 22102 abrasion grade, oil-resistant NBR).


