
Selecting among conveyor belt splice types isn’t just a shop-floor decision—it drives uptime, safety, and total cost of ownership. The right joint method depends on belt construction (steel-cord, EP/NN fabric, or thermoplastic), tension class, minimum pulley diameter, environmental conditions, and how fast you need to get back online.
This guide compares the main methods—hot vulcanized (bias, finger, step), cold-bonded, mechanical fasteners, and thermoplastic fusion—using a transparent, standards-aware methodology. You’ll find strength-retention ranges, downtime windows, minimum pulley diameter guidance, pros/cons, and a quick decision tree.
Note: If you’re scoping options for a heavy-duty line and want neutral input on belts suited to hot-vulcanized splicing, a supplier like BisonConvey can provide application-focused selection guidance in a non-promotional way.
How we evaluated methods (criteria and weights)
We scored each method against seven dimensions, weighted to reflect mid- to heavy-duty bulk handling needs.
- Splice strength retention and fatigue life — 28%
- Suitability for high-tension/heavy-duty service — 18%
- Downtime and install complexity — 14%
- Pulley diameter compatibility and flexibility — 12%
- Environmental robustness — 12%
- Maintenance interval and serviceability — 10%
- Total cost of ownership (TCO) — 6%
Evidence basis: Method mechanics and QA from Martin Engineering’s Foundations guide; hot vs cold vs mechanical contrasts and install windows from AGG‑Net’s field article y Flexco’s comparison guidance; adhesive windows from REMA TIP TOP bonding procedures; efficiency ranges from Beltcon papers referencing SANS 484/485/486 y Fenner Dunlop Splice Insights; minimum pulley examples for thermoplastics from Habasit data sheets. Always confirm specifics with your belt OEM.
The best-for picks: conveyor belt splice types compared
Hot Vulcanized Bias Splice — best for high-tension overland and mainline
- Best for: EP/NN and steel-cord belts where long fatigue life matters more than outage time.
- Not for: Short shutdown windows, contaminated/wet prep areas.
- Typical splice efficiency: Fabric belts ~80–90% (static); steel-cord dynamic often ~38–50% when executed to standard, per industry context from Fenner and Beltcon summaries.[1][2]
- Pulley diameter guidance: OEM-specific; steel-cord designs generally require larger pulleys and careful transition distances; consult your belt manual.[1]
- Pros
- High strength retention and robust fatigue performance on correctly prepared splices.
- Seamless, sift-resistant joint compatible with cleaners.
- Suited to high-tension, long-distance service.
- Cons
- Long downtime window due to press setup, cure, cool, and QA.
- Requires clean, controlled environment; poor prep shortens life.
- Highest installed cost among rubber methods.
- Downtime window: Often 6–11+ hours for a 600 mm belt; wider belts take longer.[3]
- Skills/equipment: Specialized hot press, trained crew, strict QA checks.[1]
- Price note: $$$$ installed; quote-based and site-dependent. Subject to change.
- Evidence: Martin Foundations[1]; AGG‑Net downtime example[3].
Hot Vulcanized Finger Splice — best for fabric belts with small pulleys
- Best for: EP/NN belts that must wrap smaller pulleys yet keep high retention.
- Not for: Poorly controlled hot-splice conditions; misaligned templates.
- Typical splice efficiency: Up to ~90% static when performed per OEM spec.[2]
- Pulley diameter guidance: Finger geometry improves flex over step; exact minimum diameters are OEM-specific for belt thickness/plies.[1]
- Pros
- Excellent flex on small drums compared with step joints.
- Smooth, low-profile joint reduces impact with cleaners.
- Strong retention on fabric belts when done properly.
- Cons
- Sensitive to pressure/temperature uniformity; finger root quality is critical.
- Requires dedicated templates and trained crew.
- Similar outage to other hot splices.
- Downtime window: Typically similar to hot bias (6–11+ hours for 600 mm).[3]
- Skills/equipment: Hot press, templates, experienced team.
- Price note: $$$$ installed; quote-based. Subject to change.
- Evidence: Martin Foundations[1]; Fenner Splice Insights[2].
Cold-Bonded Splice — best for field repairs and moderate tension
- Best for: Remote sites without presses; moderate-tension fabric belts; short-term to mid-term service.
- Not for: Highest-tension duty or uncontrolled humidity/temperature.
- Typical splice efficiency: Textile belts commonly ~65–80% per SANS/Beltcon references.[4]
- Pulley diameter guidance: Generally similar to the belt body; avoid very small pulleys under severe flex fatigue.
- Pros
- No hot press; practical for constrained access and smaller crews.
- Faster mobilization; simple tools.
- Useful as a bridge to a later hot splice.
- Cons
- Bond is sensitive to moisture and temperature during cure.
- Lower fatigue life than hot vulcanized joints in heavy duty.
- Full strength typically reached after a 24 h cure window at ~20–25°C.
- Downtime window: Tack can be quick, but plan for ~24 h to full strength under recommended conditions.[5]
- Skills/equipment: Abrasion tools, rollers, adhesive systems, environmental controls.[5]
- Price note: $$ materials; labor lower than hot splicing but cure time counts. Subject to change.
- Evidence: Beltcon/SANS cold-splicing performance[4]; REMA bonding procedures and cure notes[5].
Mechanical Fasteners (hinged/plate/rivet) — best for emergency uptime and planned access
- Best for: Rapid return to service; belts needing frequent disassembly for maintenance; temporary joints.
- Not for: Very small pulleys without skive accommodations; high heat; applications where fines leakage is unacceptable without sealing.
- Typical splice efficiency: Often ~65–80% effective strength; governed by fastener rating and belt condition.[6]
- Pulley diameter guidance: Typically larger than vulcanized joints; check fastener and belt limits, and consider skiving profiles.[6]
- Pros
- Minutes-to-hour installation with portable tools.
- Easy inspection and replacement.
- Lowest initial cost and minimal outage.
- Cons
- Concentrated stress at fastener rows; shorter fatigue life.
- Potential for fines leakage without sealing designs.
- Interactions with cleaners/skirting if profile isn’t managed.
- Downtime window: Minutes to <2 hours typical, depending on width and tooling.[7]
- Skills/equipment: Portable fastener tools, pins, basic prepping.[6]
- Price note: $–$$ installed; subject to change.
- Evidence: Flexco capabilities and comparisons[6]; AGG‑Net install time contrasts[3].
Thermoplastic Fusion Finger (PVC/PU) — best for food/packaging and very small pulleys
- Best for: Light-duty PVC/PU belts in food, packaging, and logistics where hygiene and small drums dominate.
- Not for: High-temperature bulk materials or heavy-duty mining duty.
- Typical splice efficiency: High retention when process windows are controlled, per OEM positioning.
- Pulley diameter guidance: Very small diameters possible; Habasit examples show 20–80 mm depending on model and splice geometry.[8]
- Pros
- Very small pulley capability with quiet, smooth joint.
- No chemical cure; thermal fusion process.
- Hygienic, low carryback profile.
- Cons
- Application-specific; not suited to bulk heavy duty.
- Requires compatible welding tools and tight process control.
- Heat-sensitive to over/under-fusing.
- Downtime window: Minutes to hours depending on equipment and cooling; no 24 h chemical cure.
- Skills/equipment: Thermoplastic welder/jigs; operator training.
- Price note: $$–$$$ depending on gear and width. Subject to change.
- Evidence: Habasit data sheets with minimum pulley examples[8].
Hot Vulcanized Step Splice — best for thicker multi-ply rubber belts
- Best for: Multi-ply EP/NN belts where profile permits a step geometry.
- Not for: Very small pulleys; tight transitions where bending stiffness is critical.
- Typical splice efficiency: Comparable to hot bias on fabric belts when correctly dimensioned, per OEM manuals.[9]
- Pulley diameter guidance: Often requires larger pulleys than finger geometry; OEM tables apply.[1]
- Pros
- Well-understood, widely supported in OEM manuals and training.
- Strong static strength when fabricated to spec.
- Compatible with heavy-duty cleaners when profiled correctly.
- Cons
- Higher bending stiffness than finger splices; small drums are a challenge.
- Susceptible to air entrapment or contamination if prep is rushed.
- Same outage demands as other hot splices.
- Downtime window: Typically 6–11+ hours for a 600 mm belt; width/site dependent.[3]
- Skills/equipment: Hot press, trained crew, QA.
- Price note: $$$$ installed; quote-based. Subject to change.
- Evidence: REMA hot-splicing manual for fabric belts[9]; Martin Foundations[1].
Method comparison table
| Method | Strength retention | Downtime | Min pulley Ø guidance | Environment sensitivity | Skills/equipment | Use cases |
|---|---|---|---|---|---|---|
| Hot vulcanized bias | Fabric: ~80–90% static; Steel-cord: ~38–50% dynamic[1][2] | ~6–11+ h for 600 mm; longer for wider belts[3] | OEM-specific; larger Ø for steel-cord; manage transitions[1] | Requires clean/dry conditions; robust in service[1] | Hot press, trained crew, QA | High-tension overland, mainline |
| Hot vulcanized finger | Up to ~90% static on fabric[2] | ~6–11+ h typical[3] | Better flex on smaller pulleys vs step; OEM tables[1] | Same as hot splicing: prep/cure control[1] | Hot press with templates | Fabric belts, small drums |
| Cold-bonded | Textile: ~65–80% typical[4] | Tack fast; ~24 h to full strength around 20–25°C[5] | Similar to belt body; avoid very small pulleys | Sensitive to humidity and temperature during cure[5] | Hand tools, adhesives, env. controls | Field repairs, moderate duty |
| Mechanical fasteners | ~65–80% effective depending on rating[6] | Minutes to <2 h typical[7] | Usually larger than vulcanized; check fastener/belt[6] | Heat and carryback/sifting considerations[6] | Portable tools | Emergency uptime, access |
| Thermoplastic fusion finger | High retention when done correctly | Minutes to hours; no chemical cure | Very small pulleys (e.g., 20–80 mm examples)[8] | Sensitive to thermal window; clean setup | Thermoplastic welder/jigs | Food/packaging, small pulleys |
| Hot vulcanized step | Comparable to hot bias on fabric[9] | ~6–11+ h typical[3] | Often larger Ø than finger; OEM tables[1] | Same as hot splicing | Hot press, trained crew | Thicker multi-ply belts |
Tools and resources: Martin Engineering’s Foundations (method/QA), Flexco’s comparison guide, REMA bonding procedures, Beltcon/SANS cold-bond data, and Habasit data sheets (min pulley examples). See references sprinkled in this article for links.
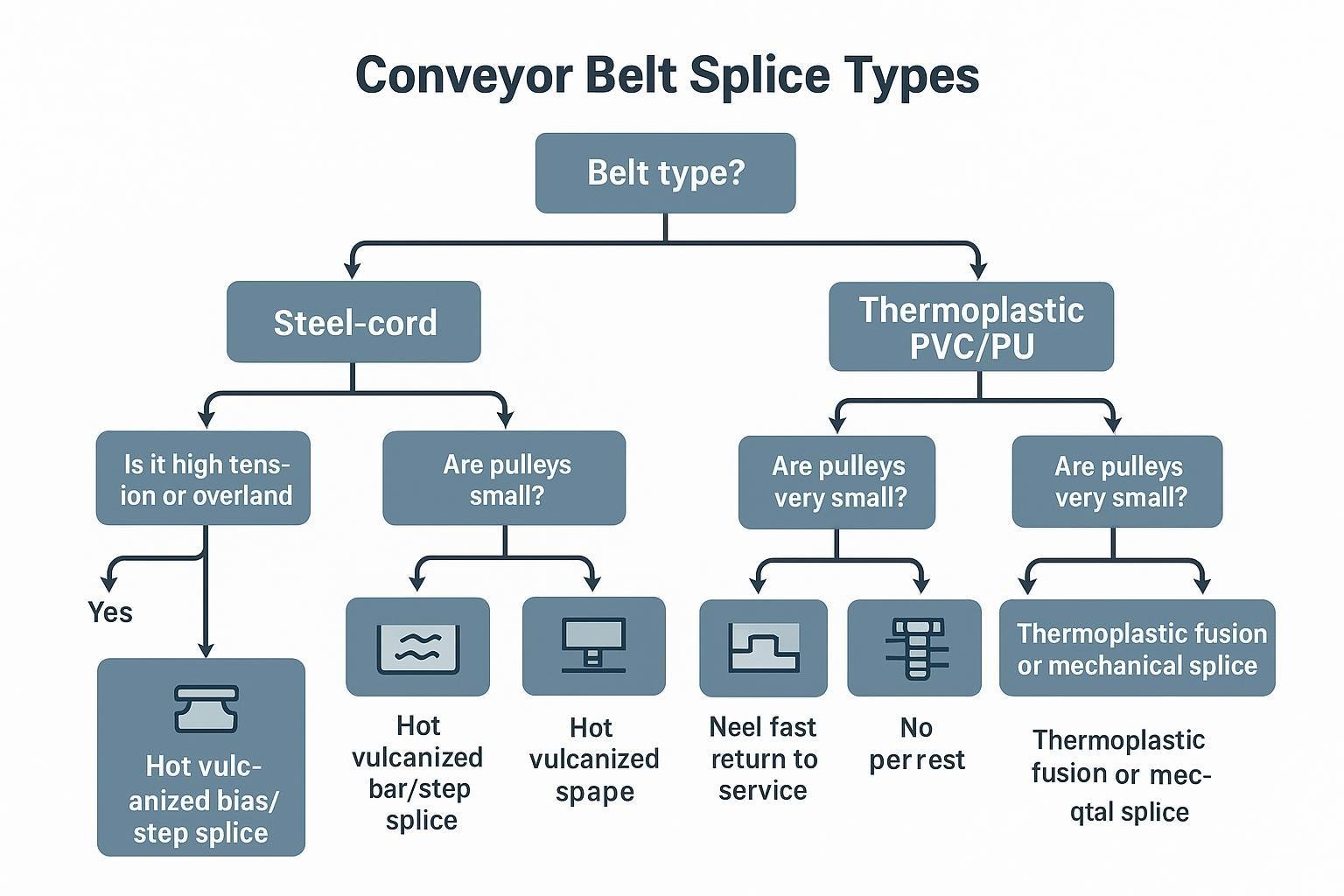
Decision guide: from belt type to the right splice
If you only remember one workflow, make it this: match belt type → tension class → minimum pulley diameter → downtime tolerance → environment. Then shortlist 1–2 splice types and validate with your OEM.
- Steel-cord, high tension, generous shutdowns: prioritize hot vulcanized bias or step, and confirm dynamic splice design with your OEM; expect larger pulleys and strict QA.[1][2]
- Fabric EP/NN with small drums: hot vulcanized finger typically wins on flex; if uptime rules the day, consider mechanical fasteners as a bridge until a hot splice is scheduled.[1][3]
- Remote sites, moderate tension: cold-bonded can be effective if you control humidity/temperature and accept a delayed ramp to full strength.[4][5]
- Food/packaging: thermoplastic fusion finger for very small pulleys and hygienic joints; verify exact minimum pulley per data sheet.[8]
Tip: Think of downtime like a budget—mechanical fasteners “spend” minutes; cold-bonded “spends” hours to a day; hot vulcanized “spends” a shift or more, but often “buys” longer service life.
Pricing and downtime notes (subject to change)
- Hot vulcanized (rubber): highest installed cost and longest outage; common planning range is ~6–11+ hours for 600 mm belts, scaling with width and site conditions, per field guidance from AGG‑Net.
- Cold-bonded: material cost is modest, but environmental control and a ~24 h cure to full strength at ~20–25°C per REMA procedures affect when you can resume full load.
- Mechanical: generally the lowest installed cost with minutes-to-hour installs, supported by Flexco’s comparison guidance.
Disclaimer: These are indicative only and contingent on belt class, width, geometry, site conditions, and vendor. Always request a current quotation and method statement.
Safety and standards notes
- Preparation and QA matter more than the method label. Procedures in Martin Engineering’s Foundations emphasize squaring ends, precise skiving, cleanliness, cure control, and post-splice inspection.
- Standards context: ISO 283 (textile belts), ISO 15236 and DIN 22131 (steel-cord series) define tensile/splice test expectations; SANS 484/485/486 present auditable methodologies. Many are paywalled—use OEM manuals and authoritative summaries to align your QA.
- Pulley diameter tables and transition distances should come from your belt OEM; don’t generalize across models, especially for steel-cord.
FAQ: quick answers engineers search for
When should I choose hot versus cold vulcanization?
Use hot vulcanized splicing for the highest strength retention and fatigue life on EP/NN and for steel-cord when uptime windows permit; choose cold-bonded for field repairs or moderate tension when presses aren’t feasible, but control humidity and temperature carefully. See Martin Foundations and Beltcon/SANS summaries for process windows and performance context.[1][4][5]
What splice efficiency can I expect by method?
- Hot vulcanized fabric: ~80–90% static; steel-cord dynamic ~38–50% depending on design and QA.[2]
- Cold-bonded on textiles: ~65–80% typical per SANS/Beltcon.[4]
- Mechanical fasteners: ~65–80% effective based on fastener rating and belt condition.[6]
What’s the minimum pulley diameter for my belt?
For thermoplastic PVC/PU, OEM sheets show very small pulleys (e.g., 20–80 mm in Habasit examples). For rubber fabric and steel-cord belts, consult the specific OEM table; finger geometry generally flexes better than step.[1][8]
How long does each splice take to install and cure?
Mechanical: minutes to <2 hours; cold-bonded: tack in minutes but ~24 h to full strength around 20–25°C; hot vulcanized: often 6–11+ hours for a 600 mm belt plus cool/QA.[3][5][7]
Are mechanical fasteners acceptable for heavy-duty belts?
Yes—if within fastener ratings and pulley limits, and with inspection discipline. Expect lower fatigue life than hot vulcanized splices and consider sealed designs to reduce fines sifting.[6]
How do temperature and moisture affect splicing?
Cold bonding is notably sensitive to humidity and temperature (dew point margin required). Hot vulcanization also needs clean, dry, controlled conditions for reliable cure. Mechanical splices are less sensitive during install but can be affected by heat and contamination in service.[1][5]
Closing next steps
Match your belt type and duty to 1–2 candidate splice methods, validate minimum pulley diameter with your OEM, and plan your outage window and QA steps up front. If you’d like a neutral review of your application and options, you can start a conversation with a technical supplier like BisonConvey to discuss belt and splice selection in context.
References (inline anchors above)
- [1] Martin Engineering — Foundations: Vulcanized conveyor belt splices
- [2] Fenner Dunlop — Splice Insights (process/materials) and industry dynamic-efficiency context
- [3] AGG‑Net — Mechanical splicing vs vulcanizing (downtime example for 600 mm)
- [4] Beltcon papers citing SANS 484/485/486 — cold splice performance and methodology
- [5] REMA TIP TOP — SC-series bonding procedures and cure expectations
- [6] Flexco — Endless Splicing vs Mechanical Fasteners and product capabilities
- [8] Habasit — Data sheets with example minimum pulley diameters for finger splices


