
Conveyor belt cleaning systems are assemblies installed at or just after the discharge pulley to remove adhered material—known as carryback—from the belt surface on the return run. By controlling carryback, these systems help reduce spillage, limit dust, cut cleanup labor, and protect idlers and pulleys from buildup and premature wear.
What conveyor belt cleaning systems are and where they apply
In bulk material handling, conveyor belt cleaning systems typically combine a primary cleaner mounted on the head pulley, a secondary cleaner just beyond discharge for fine removal, and optional finishing stages for demanding service. Return‑side plows (V‑plows) are added near the tail pulley to keep lumps and tramp material out of the tail nip. This guide focuses on bulk solids industries—mining, aggregates, cement, ports, grain—rather than food and packaged goods sanitation, which uses very different clean‑in‑place or steam methods.
According to the industry standard for classifier selection, CEMA 576, choosing the right class of cleaner depends on belt and material characteristics. For safety context around access and guarding, engineers often consult MSHA’s Equipment Guarding Guide and OSHA’s lockout rules during service, summarized in OSHA’s control of hazardous energy overview.
Why belt cleaning matters
Carryback is the thin layer of residual material that clings to the belt after discharge. Left unmanaged, it drops along the return run, creating piles that foul walkways, raise dust exposure, and accelerate wear on return idlers and pulleys. These conditions can undermine housekeeping, increase unplanned stoppages, and erode safety margins. Vendor‑neutral overviews and field guides consistently emphasize managing carryback as part of a larger fugitive material control program; see Flexco’s overview of belt cleaning systems for a taxonomy and placement summary.
Types and placements of belt cleaners
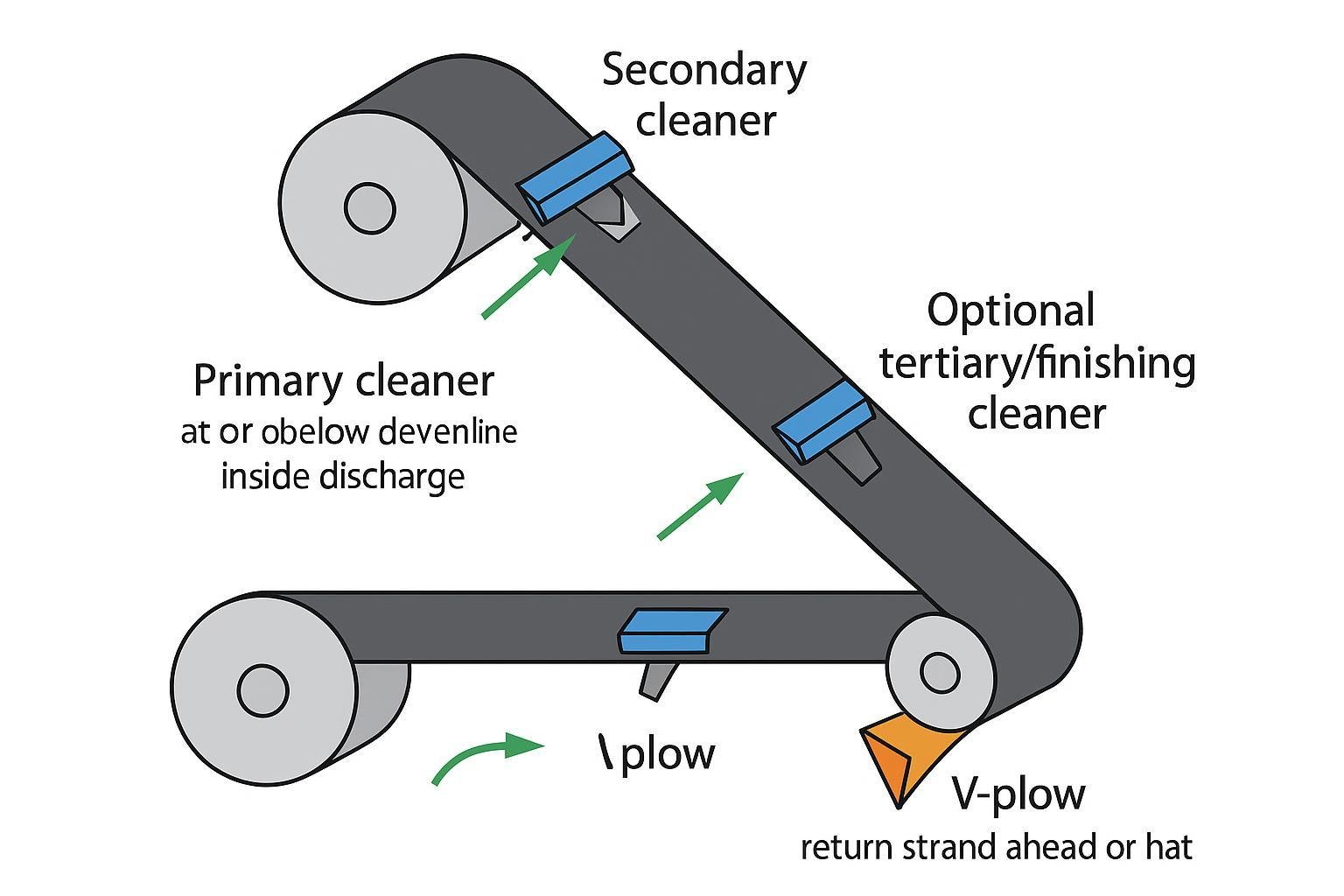
At a high level, most conveyor belt cleaning systems combine the following elements in sequence:
- Primary cleaner: Mounted on the head pulley face, typically at or just below the horizontal centerline, to remove the bulk of carryback as material leaves the belt.
- Secondary cleaner: Positioned just past the head pulley inside the chute to “finish” the cleaning and capture fines.
- Tertiary or finishing stage: Optional, installed a short distance further along the return strand if service conditions require a very clean belt.
- V‑plow on return side: Installed near the tail pulley to deflect lumps and stray material away from the tail nip.
Authoritative manufacturer documents and neutral explainers converge on these locations and roles. For example, Flexco and ASGCO outline primary and secondary functions and where each is mounted; see ASGCO’s family overview of conveyor belt cleaners for common geometries and hardware.
Materials and mechanisms
Cleaner blades and hardware are chosen to balance cleaning efficiency, wear life, and belt protection:
- Tungsten carbide tips: Very wear‑resistant leading edges for abrasive ores and high belt speeds; specific tip profiles exist for vulcanized vs. mechanically fastened splices. See Flexco’s explanation of why tungsten carbide blades are used on cleaners.
- Polyurethane blades: Flexible, splice‑friendly, and available in high‑temperature or chemical‑resistant grades; often used as secondary or in less abrasive service.
- Brushes and washboxes: Rotating bristles and water‑assisted washbox systems help with sticky fines and with grooves or cleats that trap material. Bulk‑Online’s white paper on tension and geometry provides useful neutral context for how blade pressure and angle affect performance in belt cleaner tension and performance.
How to choose using CEMA 576
CEMA 576, Classification of Applications for Bulk Material Conveyor Belt Cleaning, provides a scoring method to classify an application and guide minimum cleaner ratings. It evaluates belt width and speed, splice type and quantity, and material abrasiveness and stickiness. The total score maps to an application class used when specifying cleaners.
Below is a compact, illustrative mapping for context. Always consult the standard for definitions and rating rules.
| Example score range | Illustrative application class | Typical implications |
|---|---|---|
| 5–8 | Class 1 | Light duty, dry, non‑abrasive material; urethane secondary may suffice |
| 9–12 | Class 2–3 | General duty with some moisture/abrasion; carbide‑tipped primary plus secondary |
| 13–16 | Class 4 | Abrasive or sticky; multi‑stage cleaning, robust tensioners, possible washbox |
| 17+ | Class 5 | Very high speed/abrasion/stickiness; engineered systems and frequent inspection |
For authoritative definitions and examples, see CEMA 576 (2021) and trade coverage in Pit & Quarry’s summary of the standard.
Installation and maintenance basics
Consistent performance depends on correct geometry, steady blade pressure as wear occurs, and disciplined inspection.
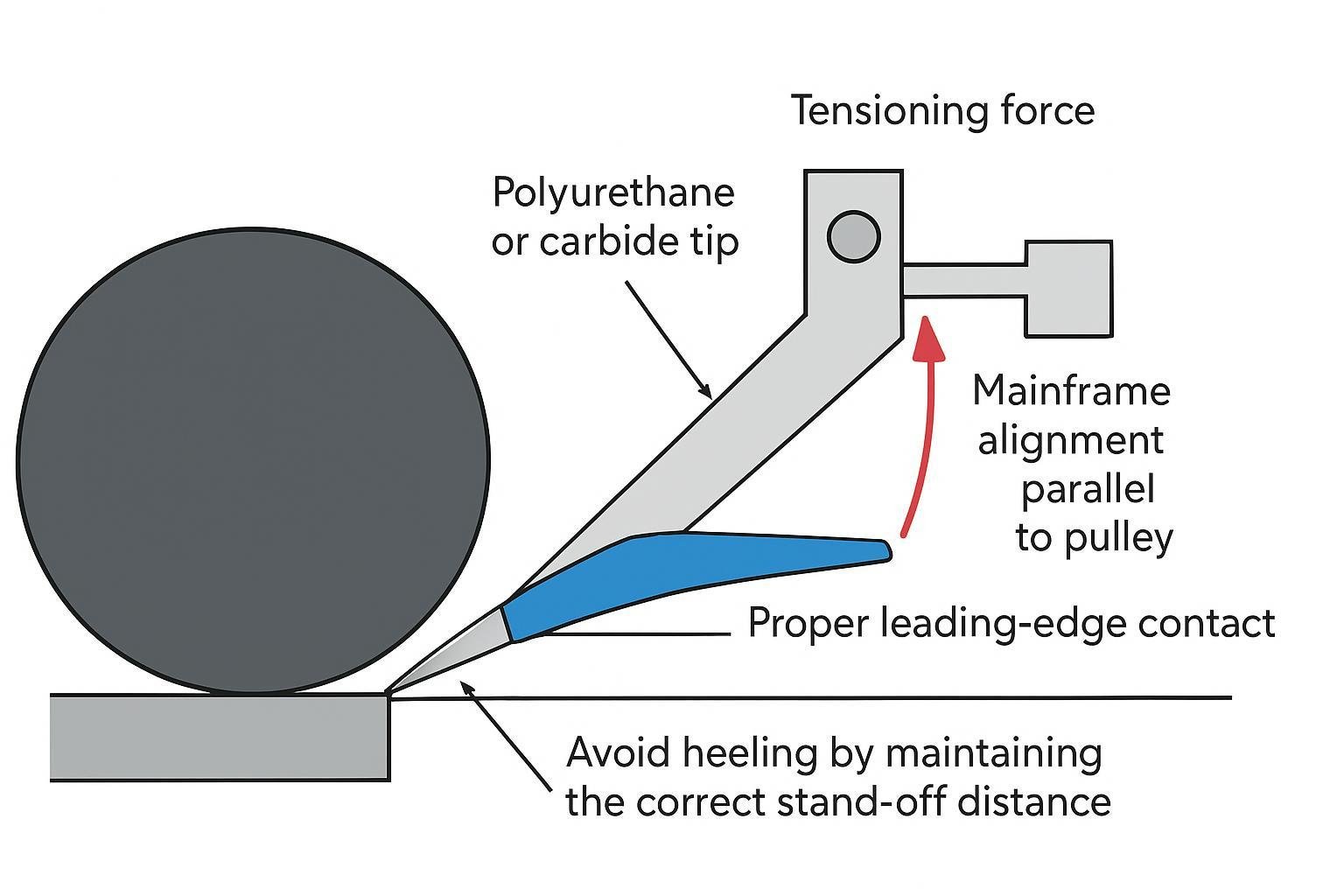
- Geometry: Align the cleaner mainframe parallel to the pulley. Set the blade so the leading edge, not the heel, makes first contact. Maintain the manufacturer’s stand‑off distance to avoid heeling and chatter.
- Tensioning: Use the specified tensioner type and setting so blade pressure remains within the recommended range as it wears. Hybrid or linear tensioners help maintain angle and pressure over time.
- Inspection: Establish a cadence appropriate to duty (e.g., weekly in harsh service, bi‑monthly in light duty). Check blade wear limits, fasteners, buildup, and belt tracking at the cleaner. Replace blades at the marked wear line or per IOMs.
For deeper practice notes on tensioning mechanisms and inspection points, Martin Engineering’s neutral primers outline fundamentals of cleaner geometry and pressure; see their discussion of cleaner tension systems cited in Bulk‑Online’s belt cleaner tension and performance.
Troubleshooting guide
When conveyor belt cleaning systems underperform, symptoms usually trace to installation geometry, blade selection, or tension drift. Use this quick matrix to guide checks.
| Symptom | Probable cause | Corrective action |
|---|---|---|
| Residual carryback streaks | Blade worn past limit; insufficient tension; wrong blade material | Replace blade; reset tension; switch to carbide tip or add secondary stage |
| Excessive blade wear | Over‑tensioning; pulley diameter/speed outside spec | Reduce pressure; verify cleaner model vs. pulley diameter and speed |
| Belt damage or scoring | Incompatible tip with mechanical splice; misaligned mainframe | Use splice‑rated tip; realign frame parallel to pulley |
| Chatter or vibration | Heel contacting first; unstable belt line | Re‑establish leading‑edge contact; add hold‑down roller or adjust return idler spacing |
| Material entering tail pulley | No V‑plow or mispositioned plow | Install or reposition V‑plow ahead of tail pulley |
Vendor manuals and field blogs provide additional examples of quick checks; for an accessible roundup, Flexco’s article on top belt conveyor quick fixes is a handy reference.
Sector application notes
- Mining and aggregates: Abrasive ores and high speeds often justify carbide‑tipped primaries with robust secondaries and linear tensioners. Verify compatibility with mechanical fasteners used during frequent belt length changes. Rock Products provides practical context in their insights into belt cleaning article.
- Cement: Heat and abrasion favor durable blades and multi‑stage setups to capture fines. Confirm high‑temperature urethane grades as needed and consider sealed chutes to control dust.
- Ports and agriculture: Salt air and fertilizers call for corrosion‑resistant hardware. Reversible belts need cleaner designs that can retract or function in both directions. V‑plows help protect tail pulleys from drifted material.
A practical aside: correct pulley lagging and return idler selection can help a cleaner maintain consistent contact pressure and alignment over time. Suppliers of belts, idlers, and pulleys—such as BisonConvey—can advise on belt cover compounds and hardware choices that support cleaner performance. This coordination avoids mismatches between blade materials and belt covers.
Safety and standards
Servicing or adjusting conveyor belt cleaning systems must be done under a disciplined lockout program. De‑energize and lock out or tag out all energy sources before work, following OSHA’s general industry rule; see OSHA’s control of hazardous energy overview and publication OSHA 3964 for program elements. Guard moving parts and nip points and design guards so people cannot reach around, under, through, or over them. MSHA’s Equipment Guarding Guide provides practical, illustrated examples for conveyor guarding in heavy industry.
FAQs
-
Where is the primary belt cleaner installed? On the head pulley face at or just below the horizontal centerline, inside the discharge enclosure, so it scrapes the belt as material leaves.
-
Do I need both primary and secondary cleaners? In many applications, yes. Think of the primary as a windshield wiper removing the bulk and the secondary as a squeegee finishing the surface. Sticky or abrasive materials often benefit from multi‑stage setups.
-
How often should I tension or replace blades? Follow the manufacturer’s IOM. In harsh service, inspect weekly for wear and pressure; many modern tensioners maintain force as the blade wears, extending intervals. Replace at wear indicators.
-
What about cleated, chevron, or sidewall belts? Raised profiles can trap fines. Options include purpose‑designed blades, rotating brushes, or washboxes to soften and flush material. Martin Engineering’s primers on cleated belts and washboxes provide design ideas; a multi‑stage approach is common in sticky service.
Author’s note: This definition‑first explainer synthesizes standards and neutral technical sources to help maintenance and reliability teams specify and maintain conveyor belt cleaning systems effectively. For full definitions and rating methodology, always refer to the current edition of CEMA 576.


