Choosing between belt conveyors and chain conveyors isn’t about finding a single “winner.” It’s about matching the technology to your material, throughput, distance, incline, environment, maintenance capacity, and controls needs. Below is a practical, evidence-backed guide to help industrial teams decide.
TL;DR — who wins in which scenario
- Heavy, abrasive, hot bulk with dust containment needs: Chain (drag/slat or enclosed tubular) generally fits best.
- Long-distance, high-capacity overland runs: Belt (steel cord) usually delivers higher efficiency and lower rolling resistance per tonne moved.
- Steep incline or vertical lifts in tight footprints: Chain (bucket/drag) is reliable; sidewall belt can be a solid option when material properties allow.
- Clean, packaged goods or food-grade handling: Belt is typically preferred for cleanability.
- Parcel/assembly lines needing accumulation and zone control: Belt (including MDR-based systems) is the common choice.
Belt vs Chain Conveyors — side-by-side comparison
| Dimension | Belt conveyors | Chain conveyors | One-line verdict |
|---|---|---|---|
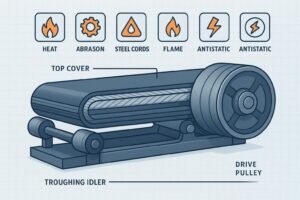
| Technology classes | Troughed fabric belts (EP/NN), steel cord overland, chevron/cleated, corrugated sidewall; unit-load/MDR | Drag/scraper (enclosed), slat/apron, bucket elevators, tubular drag | Different strengths; choose by scenario |
| Typical throughput & distance | High t/h over long distances; optimized for low rolling resistance; strong for overland | Moderate to high t/h in shorter runs; excels in confined paths; vertical moves via buckets | Belt for long-distance high throughput; chain for confined/vertical |
| Incline/vertical capability | Standard troughed ~18–20°; chevron ~30–35°; sidewall up to 90° (vertical) per OEMs | Drag can handle steep; bucket elevators go vertical; enclosed tubular for routing | Chain for vertical; sidewall belts for steep/vertical when suitable |
| Material compatibility | Broad; great for non-abrasive to moderately abrasive; hot materials require special compounds | Particularly good for heavy, abrasive, hot materials; enclosure reduces spillage/dust | Chain for harsh media; belt for general and clean unit-load |
| Energy efficiency | Often lower kWh/ton when optimized (low-rolling-resistance idlers/compounds) | Can be higher due to metal-on-metal friction if poorly maintained | Belt tends to lead on energy when optimized |
| Maintenance profile | Tracking, idler inspection, cleaning; fewer lubrication points | Lubrication, sprocket/chain alignment, wear monitoring; enclosure cleaning | Belt simpler; chain requires more routine lubrication/alignment |
| Dust/spillage control | Troughed belts need covers and sealing; sidewall helps containment | Enclosed drag/tubular designs control dust and spillage well | Chain typically better for dust control |
| Safety & guarding | Nip/pinch points require guarding; LOTO; housekeeping for dust | Same OSHA requirements; sprocket/pinch points guarded; LOTO | Neutral; both safe with proper design/guards |
| Flexibility & layout | Curves, mixed paths, easy integration with processes | Tight footprints; vertical; routing through confined spaces | Belt flexible in plant layouts; chain in tight/vertical routes |
| Lifecycle cost (TCO) | Strong OPEX profile when energy and maintenance are optimized | Potentially higher maintenance OPEX; good for harsh-duty longevity | Scenario-dependent; analyze CAPEX+OPEX |
| Controls & automation | VFDs, sensors; MDR supports accumulation/zones | VFDs/PLCs apply; accumulation less common | Belt for accumulation/zoning |
| Environmental resistance | Compounds for abrasion, heat, oil; corrosion-resistant components available | Alloy chains, coatings; heat tolerance; enclosure protects material | Both can be engineered for environment; pick by media and duty |
Evidence notes: Incline ranges for cleated/sidewall belts align with manufacturer literature such as Habasit profiles (2023–2026) and Continental Flexowell vertical conveying guidance (2025). Energy-saving practices for belts are documented by Continental and Martin Engineering (2024). OSHA guarding standards apply equally to both technologies.
Where the mechanisms differ — and why it matters
Belt conveyors move a continuous belt over pulleys and idlers. Their low rolling resistance, broad widths, and speed range make them efficient for long runs and high throughput. Chain conveyors drive linked elements over sprockets. Drag/slat designs work at slower speeds, can be enclosed, and tolerate abrasive or hot materials; bucket elevators lift vertically with defined discharge points. These mechanical differences dictate where each excels: belts for distance and clean unit-load handling; chains for steep, vertical, or enclosed harsh-duty paths.
Throughput and distance: overland vs plant runs
For moving large tonnages over hundreds of meters or kilometers, belt conveyors—especially steel cord designs—are favored for efficiency. Continental highlights rolling-resistance optimized compounds capable of lowering energy use by 15–30% compared to standard belts, when matched with sound mechanical design and maintenance. See Continental’s energy guidance in the Carbon Neutrality series (2024), and Martin Engineering’s design tips that reduce idler drag and improve power efficiency.
- Continental describes energy reductions via optimized compounds in the Carbon Neutrality series: read the energy-saving overview in the carbon-neutrality story published in 2024 for context on rolling-resistance labels.
- Martin Engineering explains how proper support and maintenance reduce drag and energy, including hybrid cradle designs in a 2024 article.
When routes are short, confined, or must go vertical, chain systems shine. Drag conveyors and bucket elevators provide predictable discharge and containment. Tubular drag systems are used in abrasive or dusty sectors where enclosure is essential, with sector examples detailed by Hapman in 2024–2025.
Incline and vertical capability: getting material uphill
Standard troughed belt conveyors typically operate around 18–20 degrees. If you need steeper angles, chevron (cleated) belts extend into the 30–35-degree band depending on pattern height and material characteristics. For very steep or vertical lifts, corrugated sidewall systems can span 0–90 degrees, as documented in Continental’s Flexowell project insights (2025). Bucket elevators and some drag conveyors handle vertical conveying reliably, making chain-based solutions a straightforward choice when the material and footprint demand true vertical.
- Manufacturer literature indicates chevron belts support steeper gradients; see Habasit application materials and heavy belt datasheets (2023–2026) for profile guidance.
- Sidewall belts can go up to vertical in suitable materials; Continental’s Flexowell insight page explains 0–90-degree applicability.
Energy efficiency and maintenance: what drives OPEX
Energy often comes down to friction. On belts, rolling resistance dominates; optimizing compounds and idlers reduces kWh per tonne moved. Continental’s energy-labeled compounds (Eco Plus/Eco Extreme) and Martin Engineering’s maintenance guides outline practical ways to lower power draw, including keeping loading-zone support effective so idlers don’t seize or build up with material.
Chain conveyors introduce friction at sprockets and through material drag. With meticulous lubrication and alignment, performance is consistent; neglect increases power and wear. If your operation struggles to maintain lubrication schedules, factor that into OPEX estimates.
Maintenance profiles differ:
- Belts: tracking checks, idler and return roller inspection, cleaning to control carryback, periodic splice/belt condition audits.
- Chains: lubrication schedules, chain wear measurement, sprocket inspection, alignment checks, enclosure cleaning.
OSHA safeguarding rules apply to both: guard nip/pinch points and perform lockout/tagout during service. See OSHA interpretations of 1910.212 and 1910.219 and enforcement notes from 2023–2024.
Dust control, cleanliness, and safety
Enclosed drag and tubular chain conveyors are frequently selected to control dust and spillage, which is particularly important in abrasive or combustible environments. Hapman’s sector notes for building products highlight enclosure benefits. Troughed belts can control dust with covers and sealing; design upgrades and housekeeping are critical. OSHA’s 2024 grain-handling emphasis program underscores dust hazard mitigation across bulk facilities.
Clean unit-load handling typically favors belts: flat surfaces are easier to clean, and modular designs integrate well in packaging or food environments when specified with appropriate materials and sanitation protocols.
Lifecycle cost and controls readiness
Total cost of ownership (TCO) blends CAPEX with energy, maintenance, spares, and downtime. Belts often show favorable OPEX in long-distance, high-throughput service when low-rolling-resistance elements are used and maintained well. Chain systems may deliver better longevity in harsh, enclosed duties but can carry higher routine maintenance costs. Controls differ, too: belts readily integrate VFDs and sensors, and MDR-based lines enable accumulation and zoning. Chain systems can integrate drives and sensors but are less common for fine-grained accumulation control.
If you’re modeling TCO, include:
- Energy: expected kWh per tonne moved based on friction assumptions.
- Maintenance: labor hours for lubrication/inspection; typical replacement intervals.
- Downtime risk: consequence of unscheduled stops.
How to choose: scenario-based recommendations
-
Heavy, abrasive, hot bulk in enclosed paths
- Choose chain (drag/slat or tubular drag) when enclosure and slow, controlled conveying mitigate dust and spillage. Bucket elevators for vertical lifts. Verify metallurgy and temperature ratings.
-
Long-distance, high-capacity overland to plant
- Choose belt (steel cord) for efficiency, low rolling resistance, and large throughput. Optimize idlers, compounds, and loading-zone design to reduce power and wear. Consider energy-labeled compounds from major OEMs.
-
Steep incline or vertical in tight footprint
- Choose chain for vertical reliability (bucket elevators/drag). Where material properties permit, corrugated sidewall belt can lift steeply or vertically and simplify routing.
-
Hygienic or clean environments
- Choose belt for clean unit-load handling; specify food-grade materials and sanitation protocols where applicable.
-
Parcel/assembly lines with accumulation and zoning
- Choose belt with MDRs and zone control for flexible routing and throughput management.
Pricing caveats and version scope
Pricing varies widely by width, length, drive power, materials, duty class, guarding, and enclosure. As of 2024–2026, expect substantial regional differences and supplier-specific configurations. For fair comparisons, request dated quotes for comparable duties and model TCO across 5–10 years. Treat vendor energy-savings labels and maintenance intervals as assumptions to be validated during specification.
Evidence and extended reading
- Incline/vertical capabilities for sidewall belts are described in Continental’s 2025 project insight on Flexowell: see the explanation of 0–90-degree vertical conveying on Continental’s insight page.
- Practical energy and maintenance guidance for belts is outlined by Martin Engineering in a 2024 article and knowledge resources on belt support cradles and conveyor upgrades.
- OSHA guarding rules apply to both belt and chain systems; review OSHA’s interpretations and recent enforcement releases for context.
- Enclosed chain/tubular drag usage in abrasive/dusty sectors is highlighted on Hapman’s sector and product pages (2024–2025).
Disclosure: BisonConvey is our product. We reference it neutrally where belt solutions are relevant. For readers comparing belt options, see:
- Steel cord belts (overland, high capacity): Explore steel cord conveyor belts
- EP/NN fabric belts (general plant service): Explore EP/NN conveyor belts
- Chevron/cleated belts (steep incline): Explore chevron/cleated conveyor belts
- Corrugated sidewall belts (vertical/steep conveying): Explore corrugated sidewall belts
- Idlers and rollers (energy and tracking support): Explore conveyor idlers and rollers
- Pulleys (lagging and drive options): Explore conveyor pulleys
- Motorized drive rollers (MDR) for unit-load accumulation: Explore motorized drive rollers
FAQ
Which conveyor is best for abrasive mining material?
Enclosed drag/slat chain conveyors or apron/plate chains are typically used for very abrasive, high-temperature materials because metal components tolerate heat and impact well, while enclosure reduces dust and spillage. For long distances where containment is still needed, troughed or sidewall belt systems with appropriate lagging and compounds can work. See Hapman’s sector notes (2024–2025) and OSHA dust guidance.
What’s the maximum incline for a belt conveyor vs sidewall/chevron?
Standard troughed belts are commonly designed around ~18–20 degrees. Chevron (cleated) belts can reach roughly 30–35 degrees depending on pattern height and material. Corrugated sidewall belts can span from horizontal to vertical (up to 90 degrees) in suitable materials. Refer to manufacturer literature such as Habasit application profiles and Continental’s Flexowell insights.
How do I estimate conveyor energy consumption (kWh per tonne)?
Start with drive torque and friction assumptions. For belts, rolling resistance dominates; optimized compounds and idlers reduce kWh/t. Martin Engineering’s maintenance tips and Continental’s energy-label guidance provide practical directions. Chain systems add sprocket and drag friction; lubrication quality is a key variable. Use a TCO model to compare kWh/t across options.
Can I replace a chain conveyor with a belt conveyor — what should I check?
Sometimes. Confirm material properties, required incline/vertical lifts, dust containment, and footprint constraints. Assess structural supports, drive changes, spillage controls, and guarding to comply with OSHA. If vertical conveying or strict enclosure is mandatory, chain systems may remain preferable.
Which has lower lifecycle cost for heavy bulk: belt vs chain?
It depends on duty and maintenance capacity. Belts often show lower energy OPEX in long, high-throughput runs when optimized; chains may deliver robustness and enclosure benefits in harsh media but require regular lubrication and alignment. Model 5–10 years of energy, spares, and downtime before deciding.
If belt scenarios match your application, you can review specifications via the product links above and request vendor-neutral quotes for a fair TCO comparison. For chain systems, consult OEM engineering guides and obtain dated quotes for comparable duties before finalizing your specification.