
If you move wet clay, fine coal, gypsum, or sugary residues, you already know the pain: carryback that litters walkways, blades that glaze over in weeks, UHMW liners that polish into mirrors, and crews spending hours on washdown. This guide distills field-proven practices for belt surface optimization with sticky materials—how to choose cover compounds and finishes, where coatings and liners add real value, how to stage cleaners and washboxes, and which transfer‑point tweaks prevent hang‑ups. The aim is practical: fewer stoppages, cleaner return runs, safer housekeeping.
Why materials stick—and how to diagnose it
Sticky behavior comes from a combination of moisture/plasticity, particle size distribution (fines pack into pores), temperature (bitumen or sugars soften), and the surface energy/roughness of the belt cover and chute internals. Even a good belt can become a “catcher’s mitt” if its surface porosity is high or if low spots trap paste like grout.
Think of it this way: every microscopic valley on the belt is a pocket that fines and water can key into. Lowering those pockets (smoother, lower‑porosity finishes) usually improves release. Before changing hardware, run a quick diagnostic: sample moisture and Atterberg limits (for clays), note belt speed and incline, photograph residuals on the return, and map where buildup begins. That short survey tells you whether you need a surface change, more aggressive cleaning, a transfer‑point redesign—or all three. As you develop a plan, keep the primary outcome in mind: belt surface optimization for sticky materials should translate into measurable drops in carryback and housekeeping labor.
Choosing the right cover compound for release and life
No single cover chemistry wins everywhere. What matters is balancing release, abrasion, heat/chemical resistance, and cost of changeover.
-
EP/NN rubber covers: the workhorse for plants. Available in abrasion‑resistant grades and, from some vendors, low‑adhesion rubbers formulated for wet fines. Pros: robust, widely supported. Cons: release can be inconsistent with pasty mixes; compounding varies by supplier, so trialing may be needed.
-
TPU or TPO/PO top covers: often favored in food/packaging for cleanability. In bulk sticky service, public literature is largely qualitative on adhesion benefits versus rubber, but TPU/TPO can offer smoother, lower‑porosity finishes and good chemical resistance. Use cautiously for highly abrasive ores; verify hardness and thickness for life. A food-grade TPU overview from Habasit underscores the general cleanability characteristics of TPU surfaces—see the manufacturer’s discussion in the Habasit document titled Premium TPU Food Belts for context: Habasit outlines TPU cleanability characteristics.
-
PTFE‑coated belts: extremely low surface energy for hot, tacky products; temperature capability depends on the substrate and fabric. Abrasion limits usually make these a niche choice for packaged goods and light duty; they are rarely used in heavy bulk flows due to wear considerations. For properties and temperature ranges, see Steinbach’s overview of PTFE conveyor belts.
Practical takeaway: for sticky bulks, start with the smoothest, low‑porosity rubber grade you can source and validate on site. Where sanitation or chemical exposure dominates, evaluate TPU/TPO. Reserve PTFE‑coated solutions for special cases with low abrasion and high stickiness/temperature.
Surface finish and patterning: smooth when you can, texture when you must
Surface roughness and porosity drive mechanical retention. While belt‑specific Ra/Rz targets are not standardized publicly, manufacturing and finishing references for cleanability contexts point to low Ra (≈0.2–0.8 μm) and low Rz (<5–12 μm) as release‑friendly ranges in principle. Translation for the plant floor: smoother, denser covers usually clean easier; coarse, open textures trap paste. For background on how roughness relates to cleanability (not belt‑specific), see Timesavers’ primer on surface roughness.
When do chevrons/cleats help? Only when you need lift or steep angles that a smooth belt cannot handle. For sticky fines, patterns increase local shadows and edges where paste lodges, raising cleaning burden. If you must run cleats, plan for more aggressive secondary cleaning and periodic washdown.
Measurement tip: if you lack a profilometer, use comparative feeler methods—ink rubs or silicone peels—to spot highly porous or cracked covers. If you see micro‑pitting under magnification, expect adhesion to rise as moisture increases.
Anti‑adhesion coatings and UHMW liners at transfer points
Belts and chutes benefit from targeted release aids:
-
Release coatings on belts and chutes (silicone/urethane/PTFE families) can reduce sticking at critical zones. They require surface prep and periodic reapplication; plan this into PM windows. For typical options and application notes, see FN Sheppard’s overview of non‑stick and release coatings.
-
PTFE‑coated conveyor materials offer very low friction and handle broad temperature ranges depending on construction, but abrasion limits apply in bulk duty (properties and cautions summarized by Steinbach’s PTFE conveyor belt page).
-
UHMW‑PE liners on chute walls/skirts reduce friction and promote flow; they also absorb impact. Grade limits matter: common UHMW operates to roughly 80–90°C continuously, with variants for higher temperatures; allow for thermal expansion in fastening and choose thickness for wear life. See MCAM’s TIVAR 88 literature for properties and lining guidance.
Belt cleaning hierarchy and placement for belt surface optimization with sticky materials
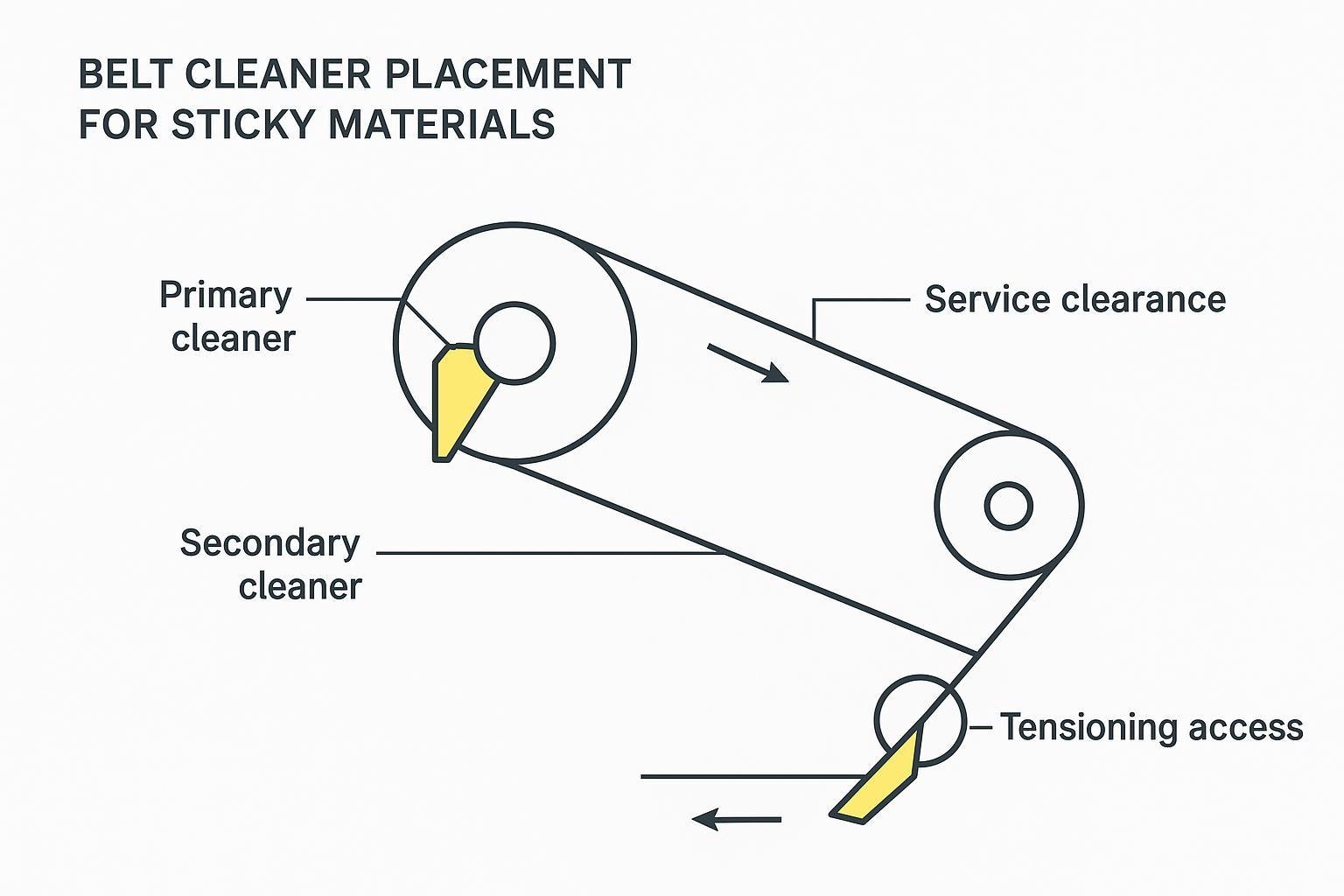
Here’s the deal with sticky flows: a single scraper almost never does it. Field guidance and trade literature consistently show a staged approach performs best. Primary cleaners mount on the head pulley face to knock off the bulk; secondary cleaners mount on the return run just after the head pulley and before the snub to squeegee residuals. Representative ranges suggest a properly selected and tensioned primary can remove on the order of 60–70% of initial carryback, and adding secondaries often pushes total effectiveness above 90% in suitable conditions—see Benetech’s explanation of cleaner effectiveness and Martin Engineering’s belt cleaners documentation for context. Additional perspective on multi‑stage cleaning is provided in Rulmeca’s guidance on how to clean conveyor belts.
Placement details are constrained by your head‑to‑snub geometry; maintain service access and follow model‑specific tensioning angles and pressures. Washboxes—enclosed spray plus scraper systems on the return side—come into play when material is so tacky that dry scraping leaves films; ensure drainage and water management are designed in. For use cases and layout notes, see Martin Foundations’ washbox knowledge page.
Transfer‑point engineering that reduces hang‑up
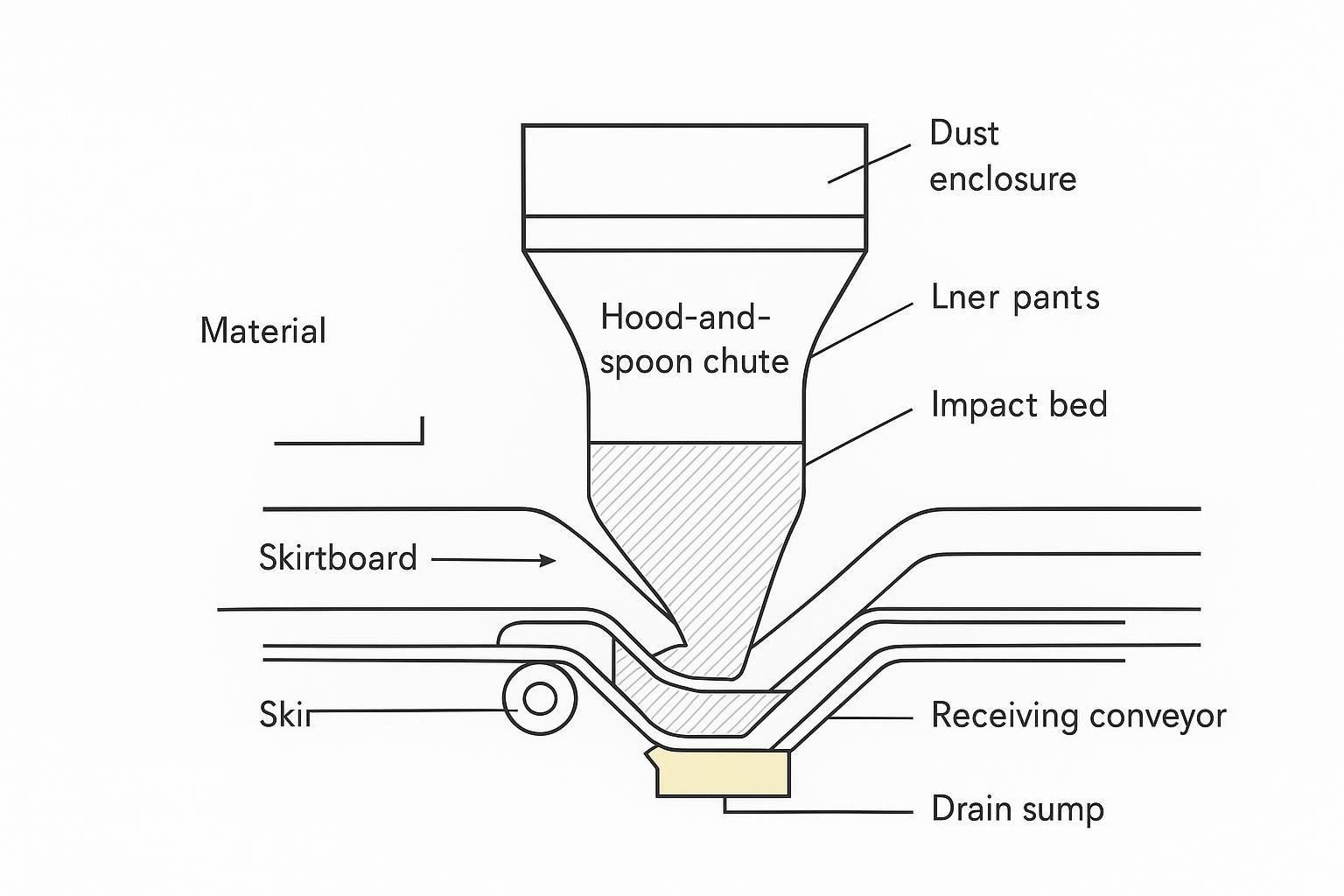
Even the best belt surface loses to a poor transfer. Keep impact angles low, centralize loading, and seal skirts to prevent paste from pumping out. Use impact beds rather than widely spaced impact idlers to avoid valleys that collect fines. Low‑friction liners (UHMW) and smooth hood‑and‑spoon geometries reduce adhesion and plugging, while enclosure and dust control limit airborne moisture that turns dust into putty. For persistent hang‑ups in chutes and hoppers, engineered air cannons can move dead zones if they are sized, placed, and sequenced carefully. A practical starting point is TUNRA’s overview of transfer‑chute fundamentals.
Operational discipline: the short list that keeps belts clean
You can specify the right surface and still lose to drift, wear, and neglect. Lock in a cadence and keep it boringly consistent. Effective belt surface optimization for sticky materials depends as much on PM discipline as on hardware.
- Weekly: verify primary and secondary cleaner alignment and tension; inspect blade edges and replace before they round over; check skirtboard contact and wear; walk the return run for carryback streaks and photograph hot spots.
- Monthly/quarterly: weigh and log residual scrapings at a fixed belt length to track trends; inspect nozzles and drains in washboxes/spray bars; note belt cover condition (cracks, pitting) and plan resurfacing or replacement accordingly; review operator notes from spills/plugging.
- Always: before any cleaning or adjustment that exposes nip points or hazardous energy, perform Lockout/Tagout per OSHA 29 CFR 1910.147; verify zero energy state, maintain guarding, and use PPE appropriate to washdown (eye/face, waterproof clothing, non‑slip boots; add hearing/respiratory protection as hazards dictate). See OSHA’s official energy isolation training material. NIOSH and OSHA incident analyses document serious injuries and fatalities during energized conveyor cleaning; treat LOTO and guarding as non‑negotiable.
Decision matrix: matching conditions to surface and cleaning approach
Use this simple matrix to narrow first choices. Final selection should be verified with on‑site trials.
| Material/Condition | Environment | Belt cover/finish first choice | Cleaning stage | Transfer‑point aids |
|---|---|---|---|---|
| Wet plastic clay, fine fraction | Ambient, abrasive | Smooth, low‑porosity abrasion‑resistant rubber; consider TPU/TPO pilot where abrasion permits | Primary + secondary; plan periodic washdown | UHMW liners; tight skirts; impact bed |
| Gypsum or wet fines mix | Ambient to warm | Smooth AR rubber with low‑adhesion formulation where available | Primary + secondary; add brush or spray bar if film persists | UHMW liners; sealed hood‑and‑spoon |
| Bitumen‑containing ore | Warm/hot, tacky | Heat‑resistant rubber; evaluate specialty release coatings | Primary + secondary; consider washbox | UHMW high‑temp grade; robust drainage |
| Sugar/molasses residues | Hygroscopic, sanitary | TPU/TPO top cover for cleanability; verify abrasion | Primary + secondary with food‑safe blades; scheduled washdown | UHMW liners; smooth transitions |
| Steep incline with sticky feed | High angle | Cleated/chevron belt as required for lift | Aggressive secondary; consider washbox due to pattern | UHMW liners; strong skirt sealing |
BisonConvey field example: sticky clay, short footprint, practical fix
A mid‑size quarry handling wet, plastic clay on a short plant transfer struggled with rapid carryback and constant floor cleanup. The belt was a conventional abrasion‑resistant rubber cover that had developed micro‑pitting after years of service. During an audit, we mapped buildup beginning just after the head pulley and noted that the existing primary cleaner was under‑tensioned and the return idlers immediately downstream were caking over.
The corrective plan prioritized surface release and staged cleaning within the tight footprint. The plant swapped to a fresh low‑porosity abrasion‑resistant cover of the same strength rating, added a secondary cleaner compatible with the head‑to‑snub geometry, and installed UHMW‑PE liners with improved fastening at the transfer hood and skirting. Service access was improved so operators could check blade tension safely.
Within the first maintenance cycle, operators reported a visibly cleaner return run and less manual scraping on the first two return idlers. Housekeeping time around the transfer dropped noticeably, and product no longer built up under the skirts. Because the clay feed varied by rain event, the team scheduled periodic washdowns rather than running water continuously. The outcome wasn’t a miracle—it was the expected result of combining a smoother belt surface, correct cleaner staging, and low‑friction chute internals.
The approach reflects how BisonConvey typically supports sticky‑material issues: start with an on‑site assessment, verify cover condition and porosity, match cleaner geometry to the head/snub layout, and retrofit liners and skirts where flow indicates high friction. Where customers need formal documentation, we recommend logging residual carryback mass over fixed intervals before and after changes to quantify improvement.
Quick wins vs. higher‑investment moves
Quick wins are usually tensioning and alignment corrections, adding or upgrading a secondary cleaner, tightening skirt contact, and scheduling targeted washdowns. Higher‑investment steps include replacing a porous or damaged cover with a low‑porosity grade, installing a washbox with proper drainage, or redesigning the transfer geometry with UHMW lining and impact beds. Sequence changes so that low‑cost fixes inform whether the capital items are truly necessary.
Next steps
If you’re wrestling with carryback from sticky materials, consider a short, structured audit of your cover finish, cleaner staging, and transfer‑point liners. For a neutral review and specification support, contact BisonConvey for an on‑site audit or quotation at https://bisonconvey.com.


