Introduction
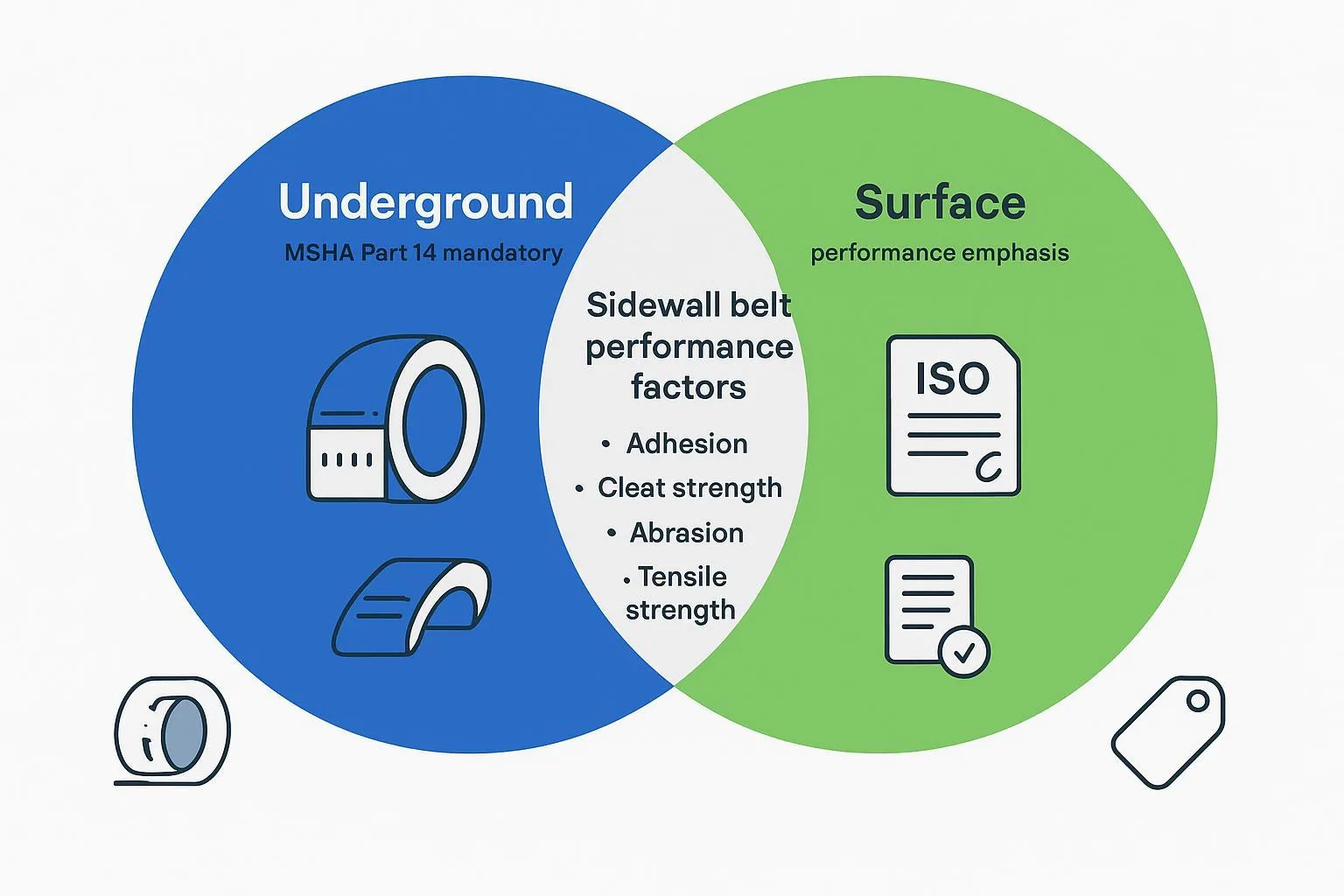
Selecting a sidewall belt vendor for U.S. mining isn’t just about price and delivery—it’s about verifiable compliance and dependable performance. Underground coal operations must meet MSHA Part 14 flame-resistant requirements, while surface mines and quarries lean on abrasion, impact, and weathering resistance with optional flame/antistatic properties. Getting this wrong leads to risk, delays, and unplanned downtime.
This checklist gives procurement teams a consistent, defensible way to confirm MSHA and ISO conformity, assess mechanical performance for steep-incline/vertical service, and evaluate warranty, splice coverage, service capability, and supply reliability. Use it during RFQs and annual supplier reviews to standardize scoring across vendors and sites.
How should you use it? Treat each section as a pass/fail gate or a scored criterion. For underground coal, set MSHA Part 14 as a mandatory gate. For surface mines, emphasize abrasion and cleat/sidewall adhesion thresholds while still documenting antistatic/flame properties if your EHS risk assessment calls for them.
Compliance essentials
MSHA Part 14 verification
For underground coal use, require MSHA Part 14 acceptance. Request the vendor’s acceptance letters and approval numbers that match the exact belt designation and construction. Cross-check markings on the belt against the letter and confirm scope with MSHA if needed. MSHA describes flame testing conditions and documentation expectations in its Quality Assurance materials; see the guidance summarized in MSHA’s Material Approvals and QA slides and the structure of Part 14 under eCFR Title 30, Chapter I. Splicing must maintain flame-resistant properties; site teams should ensure approved procedures are used.
Underground vs surface:
-
Underground coal: MSHA Part 14 approval is non-negotiable; confirm belt markings and acceptance letter alignment.
-
Surface/quarries: Part 14 typically not mandated; document antistatic/flame properties per site risk instead.
ISO certifications to confirm
Validate the vendor’s management systems via current ISO certificates issued by accredited certification bodies. Confirm scope, issue/expiry, and accreditation marks. ISO explains certification roles and limitations in its overview of certification. To authenticate certificates, use IAF and the relevant accreditation body’s registers.
-
ISO 9001 (quality)
-
ISO 14001 (environment)
-
ISO 45001 (occupational health & safety)
Documentation and traceability
Require shipment-level Certificates of Conformity listing belt designation, lot/batch IDs, material specs, and references to lab reports. Vendors should maintain lot-level traceability linking raw materials, press runs, and QA records. Useful frameworks include ISO 14890 (belt requirements) and ISO 22721 (underground belt requirements).
Performance criteria
Sidewall adhesion and cleat strength
Sidewall and cleat bonds are the heart of steep-incline performance. Ask for quantified adhesion data from an accredited lab, clearly stating the test method (e.g., modified peel aligned to ISO 252 principles) with results in N/mm. Industry references summarize adhesion for standard ply bonds (e.g., Conveyor Belt Guide’s testing overview), but for corrugated sidewalls and cleats, treat the absence of quant data as a risk.
Practical checks:
-
Specify minimum N/mm thresholds for sidewall-to-base and cleat-to-base adhesion based on your duty and historical failure modes.
-
Confirm hot-vulcanized attachment processes and verify cure controls.
-
Request samples or cut-outs for independent adhesion testing when onboarding new suppliers.
Tensile, abrasion, and flex fatigue
Require full-thickness tensile and elongation results (ISO 283) with kN/m ratings. For abrasion resistance, seek ISO 4649 (DIN method) reports with volume loss (mm³); lower is better and should align to the cover grade suitable for your material. Confirm flex endurance under your pulley diameters and loading cycles; ensure the lab documents the method and conditioning.
What breaks first on steep inclines—tensile limits or cover wear? In many cases, abrasion governs life on surface applications, while adhesion and flame/antistatic properties govern underground safety acceptance.
Incline capability and antistatic/flame properties
Document the incline capability supported by the belt’s cleat height/geometry and sidewall profile. Steep-incline conveyors can reach near-vertical angles; application primers provide context for slippage limits versus sidewall designs.
For safety properties:
-
Antistatic: Confirm electrical resistance per ISO 284 (300 MΩ threshold).
-
Flame: For surface applications, document ISO 340 self-extinguishing behavior; for underground coal, MSHA Part 14 tests govern acceptance. See ISO 340 method context.
QA and support
Third-party test evidence
Insist on accredited lab reports (ISO/IEC 17025) with full method, sampling, conditioning, results (units, uncertainty), environmental conditions, and signatures. Verify the lab’s accreditation via ILAC MRA signatories and review the scope to confirm competency in the exact test methods (ISO 283, 4649, 252, 284, 340). See ILAC’s ISO partnership context.
Warranty and splice coverage
Make warranty terms explicit: duration, exclusions, and whether sidewall/cleat delamination is covered. Require manufacturer-approved splice procedures (hot vulcanized preferred for durability) and installer certification. Request splice efficiency targets and evidence from prior installs. Splicing must maintain required properties for underground acceptance.
U.S.-based service and installation expertise
Assess vendor or partner capability for on-site installation and commissioning: MSHA Part 48 safety training, structured splicing/installation training, alignment/tensioning/tracking know-how, and emergency response SLAs. Ask for technician qualifications and recent U.S. mining references.
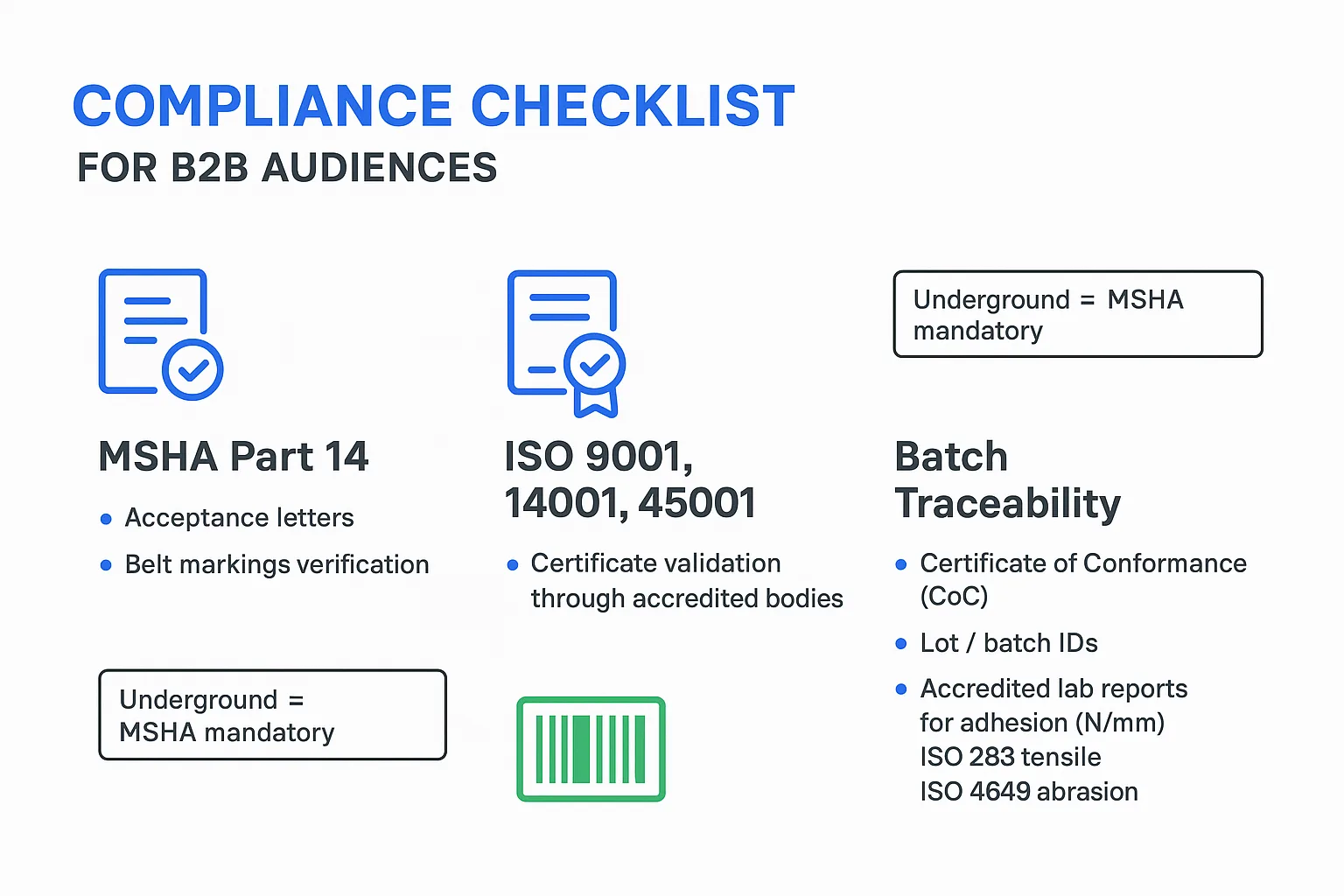
Disclosure: BisonConvey is our product. Example workflow (procedural): When evaluating a vendor, you might request (1) MSHA Part 14 acceptance letters for the exact underground belt designation, (2) current ISO 9001/14001/45001 certificates authenticated via accredited registers, and (3) a shipment-level CoC tying lot IDs to accredited lab reports for adhesion (N/mm), ISO 283 tensile, and ISO 4649 abrasion. This same process applies whether the vendor is BisonConvey or others—the goal is a repeatable validation trail.
Selection process
Lead times and supply reliability
Capture typical lead times for sidewall belt manufacture and spares. Ask about capacity constraints, QA throughput, logistics lanes, and contingency stock. Validate historical on-time delivery metrics and escalate plans for urgent replacements.
Weighted scoring matrix
Use a simple, weighted model to compare vendors across sites. Set MSHA Part 14 as a gate for underground coal. Then score the rest:
Tip: Define pass/fail gates (e.g., MSHA Part 14 approval) and minimum thresholds (e.g., adhesion N/mm, abrasion mm³, tensile kN/m) before scoring to avoid false equivalence.
TCO tracking and references
Track total cost of ownership beyond unit price: installation and splice costs, expected service life under your duty, maintenance burden, failure/downtime risk, and spares. Request references and site audits where feasible; probe documentation workflows and service responsiveness.
Conclusion
Standardize vendor comparisons by locking in MSHA/ISO documentation gates, quantified adhesion/abrasion/tensile thresholds, accredited lab evidence, splice coverage clarity, and U.S.-based service competence. Use the weighted scoring matrix to reflect underground versus surface priorities.
Next steps: If you’d like a quick, neutral review of your current belt specs, test evidence, and documentation gaps—and a working version of the scoring/TCO model for your sites—book a short consult with our team. We’ll walk through your portfolio and tailor the checklist to underground and surface contexts without pushing any one vendor.


