If you’re responsible for uptime on a mine site, “fabric conveyor belt vs rubber conveyor belt” sounds like a clean A/B choice.
In practice, it usually isn’t.
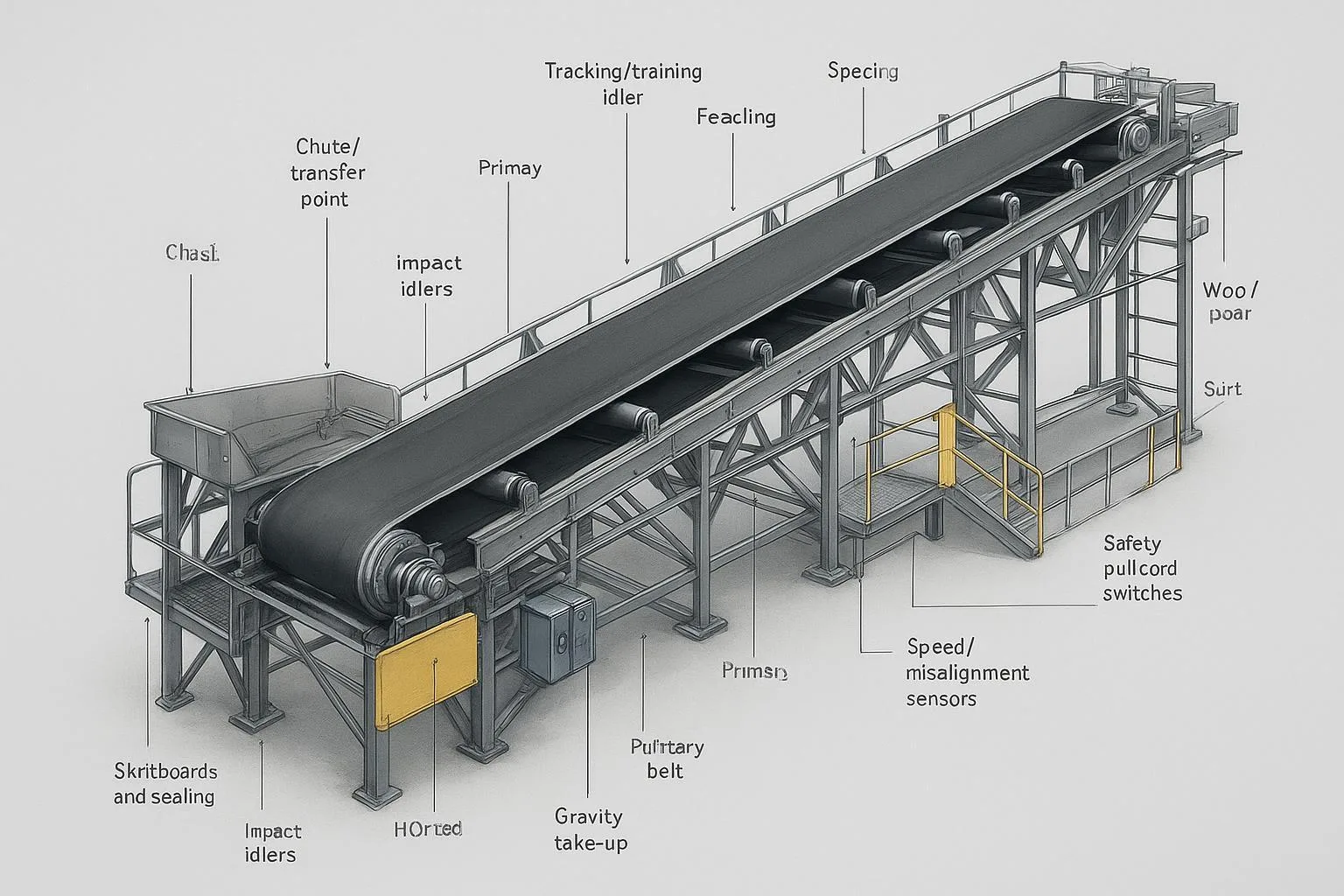
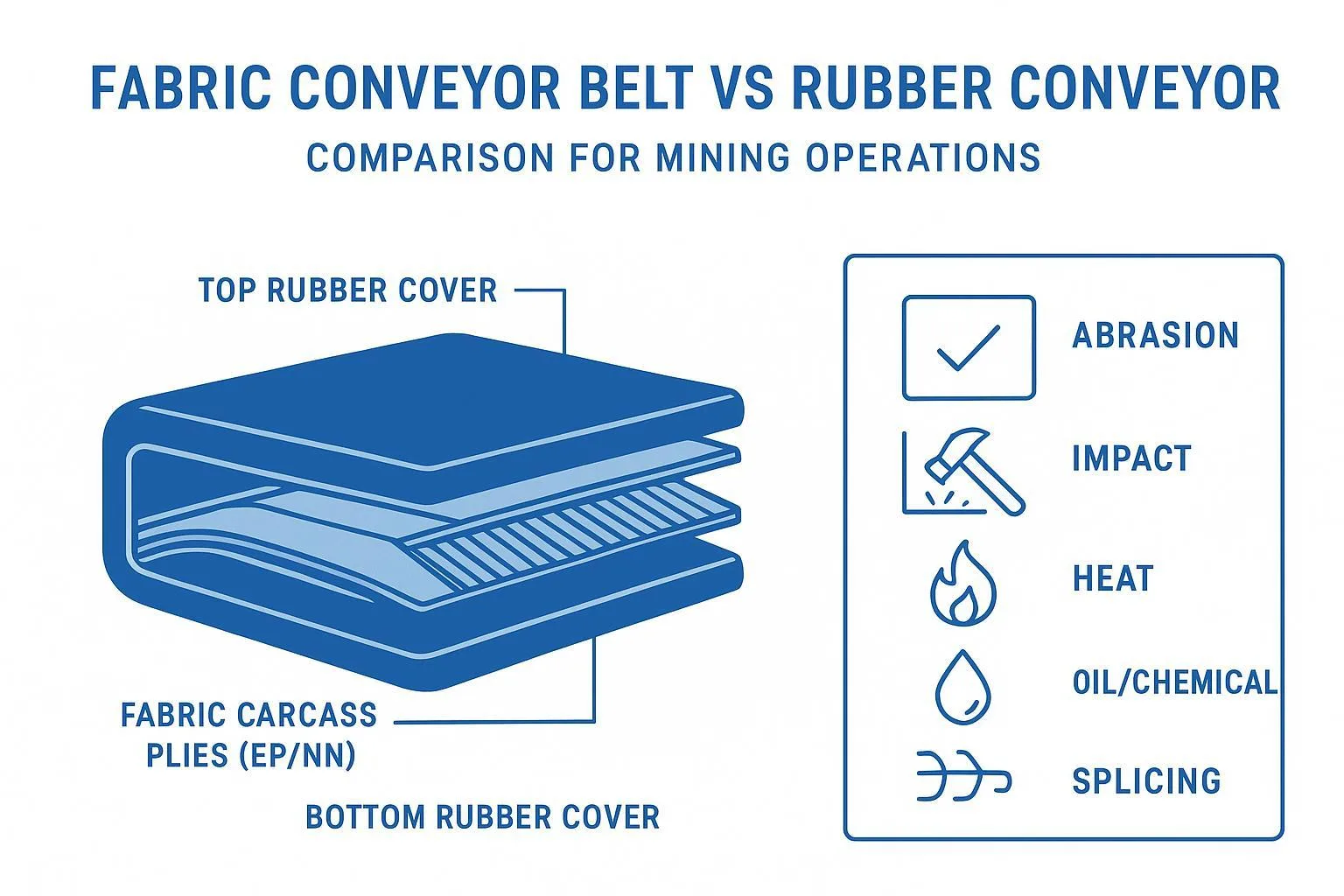
Most heavy-duty belts used for bulk material handling combine a fabric carcass (the strength member) with rubber covers (the wear and environment protection). Martin Engineering explains in Types Of Conveyor Belt Carcasses that the carcass is the belt’s structural core—built from woven fabric plies in many cases, or steel cables for higher-tension duties.
So the useful comparison for mining is typically:
-
Fabric-carcass rubber belts (EP/NN carcass + rubber covers), versus
-
Other constructions or cover packages chosen to solve a specific failure mode (extreme abrasion, high heat, oil exposure, fire requirements, long overland tension, etc.).
Fabric conveyor belt vs rubber conveyor belt: evaluation criteria
Use this as your baseline mining conveyor belt selection criteria list. It’s written to prevent the most common spec mistake: treating “rubber” as a single, heavy-duty material instead of a cover system paired with a carcass.
Quick comparison matrix (what people usually mean)
⚠️ Warning: If a supplier is comparing “fabric” (PVC/PU) vs “rubber” for your mine, stop and restate your requirement as carcass type + cover grade + duty. Otherwise you’ll get a quote for the wrong belt family.
1) Load and tension capability (carcass: what actually carries the force)
Your fabric conveyor belt carcass choice determines how the belt handles:
-
operating tension (inclines, long centers, high tonnage)
-
starting/stopping dynamics
-
take-up travel limits
-
splice efficiency and long-term stability
A practical rule: when someone says “rubber belt,” don’t assume it’s stronger. Ask for the carcass rating and construction first.
2) Stretch, take-up travel, and tracking stability
Stretch is not just a commissioning nuisance; it becomes a maintenance problem when it forces repeated re-tensioning, degrades tracking, or accelerates edge damage.
-
Fabric carcass belts (EP/NN) can be engineered for low elongation, but elongation is still a specification you need to confirm—especially if your take-up travel is limited.
-
High-tension constructions (often steel cord) are used when belts can’t be allowed to stretch significantly due to system constraints.
If tracking and mistracking are active pain points, treat belt selection as one part of a system fix (loading, idlers, pulleys, alignment, and tension control)—not a “buy a different rubber” decision.
3) Impact, tear, and cut/gouge resistance at loading zones
When you see carcass breaks, longitudinal tears, or repeated patching, you’re usually dealing with impact energy + sharp edges + poor load presentation, not simply “wrong belt material.”
Use selection criteria that map to your stressors. IBT’s overview on how to choose conveyor belting material for tough applications is broad, but it’s a useful reminder to specify the stressor you’re engineering against.
What to confirm (because it changes design choices):
-
max lump size and drop height at each loading point
-
chute geometry and whether the belt is being “knifed”
-
skirtboard pressure and sealing friction
-
presence of tramp metal / sharp rock
If your failure mode is gouging, your cover package matters as much as the carcass.
4) Abrasion and wear life (cover grade is usually the bigger lever than “fabric vs rubber”)
For bulk conveying, rubber cover compound and thickness often dominate wear life.
Rubber is widely used in industrial conveying because of its durability and resistance to abrasion/impact, but it can be limited by certain chemical exposures or temperature extremes (see Texas Belting’s guide to conveyor belt materials).
Translate that into procurement language:
-
Specify rubber conveyor belt cover grades (abrasion class) for your ore and transfer points.
-
Specify cover thickness based on expected wear and re-cover strategy.
-
Require traceability and QA documentation for cover compound consistency.
5) Environment fit: temperature, oils/chemicals, moisture, and fines
“Rubber belt” is not a single thing. The cover compound choice needs to match the environment:
-
Heat (hot ore, clinker, etc.): heat-resistant cover packages
-
Oil/chemicals: oil-resistant compounds when exposure is real (not hypothetical)
-
Moisture and fines: consider how fines and moisture affect carryback, skirt wear, and traction
The safe procurement posture is: state the environment clearly, then ask the supplier to propose the cover compound—and back it with documentation—rather than buying “rubber” as a generic category.
6) Splicing and repairability (where downtime is won or lost)
From a maintenance perspective, the belt isn’t just a product—it’s a repairable asset.
When you compare options, include belt splice repairability as a first-class criterion:
-
splice method compatibility (vulcanized vs mechanical fastening where permitted)
-
how sensitive the belt is to splice-quality variation
-
how the belt behaves after multiple repairs
-
whether your site can execute the splice reliably (tools, crew experience, time window)
Also consider how elongation behavior interacts with splice life. A belt that creeps more will demand more tension management—and that can show up as splice stress and tracking issues.
7) Safety and compliance documentation (verify, don’t assume)
Mining sites often have strict safety requirements (including fire-related requirements in specific environments). The safe way to handle this in a tender is:
-
state the site/regulatory requirement explicitly
-
require the supplier to provide the relevant test reports and certifications for the exact belt construction offered
-
verify the documentation against your site’s acceptance process
Avoid treating “rubber belt” as inherently compliant.
8) Total cost of ownership (TCO): compare what actually changes your maintenance load
A belt that is cheaper per meter can still be more expensive if it increases:
-
unplanned stoppages
-
splice frequency
-
cleanup/carryback-related labor
-
secondary damage (idlers, pulleys, skirt rubber, cleaners)
When you compare bids, ask suppliers to quote in a way that makes TCO visible:
-
belt construction (carcass type, number of plies or cord rating)
-
cover grade + thickness (top/bottom)
-
expected inspection intervals and common failure modes
-
lead time and spare strategy
-
documentation package (QA, traceability, test reports as required)
9) Who should choose which? (use-case guidance)
Choose fabric-carcass rubber belts (EP/NN) when:
-
your operating tensions are within textile ranges
-
you want a balance of troughability, impact absorption, and maintainability
-
your main lever is selecting the right rubber cover grade for abrasion/cut/gouge
Choose a “rubber belt” with a different construction (often steel cord, or a specialty carcass) when:
-
you have long centers/high tension and take-up limits where stretch control is critical
-
you need high strength per weight and stable operation under high tension
-
your risk profile makes unplanned downtime extremely costly
If someone is pitching “fabric belt” meaning PVC/PU for mining bulk duty, demand a duty-based proof package and reference installations—because that’s usually a different application class.
10) Tender/RFQ checklist (spec it so you don’t buy the wrong belt)
Use this as a minimum checklist before you compare price:
-
Duty: material, max lump size, drop heights, throughput, belt speed
-
Geometry: center distance, incline, pulley diameters, troughing angle
-
Carcass: EP/NN (plies and rating) or steel cord (rating), plus required splice efficiency
-
Covers: grade/compound requirement, top/bottom thickness targets
-
Environment: temperature range, oil/chemical exposure, wet/fines conditions
-
Maintenance constraints: splice method, repair windows, crew capability, storage limits
-
Documentation: QA/traceability + required test reports/certs for your site
Next steps
If you want a second set of eyes on your spec before you go to tender, BisonConvey fabric conveyor belts can be used as a reference point for EP/NN fabric carcass constructions and available cover compound families (abrasion, heat, oil, fire-resistant). Bring your duty details (material, drop heights, temperatures, and take-up constraints) so the selection can be validated against your failure modes—not just matched by a catalog name.