Introduction
You operate in wet, abrasive duty—rain, washdown, and slurry with fines—that forces water and grit toward idler bearings. Left unchecked, ingress accelerates grease breakdown, raises bearing temperature, and shortens mean time between failures (MTBF). The seal architecture and lubrication strategy you specify largely determines how well contaminants are excluded, how much drag and heat the idler adds, and ultimately how long it runs.
This guide compares common seal architectures and practical grease strategies so you can specify for uptime in open-pit mining with high moisture, abrasive fines, and impact loads. It focuses on evidence-backed practices and relevant standards/testing context.
Seal choices for wet duty
Labyrinth + contact lip
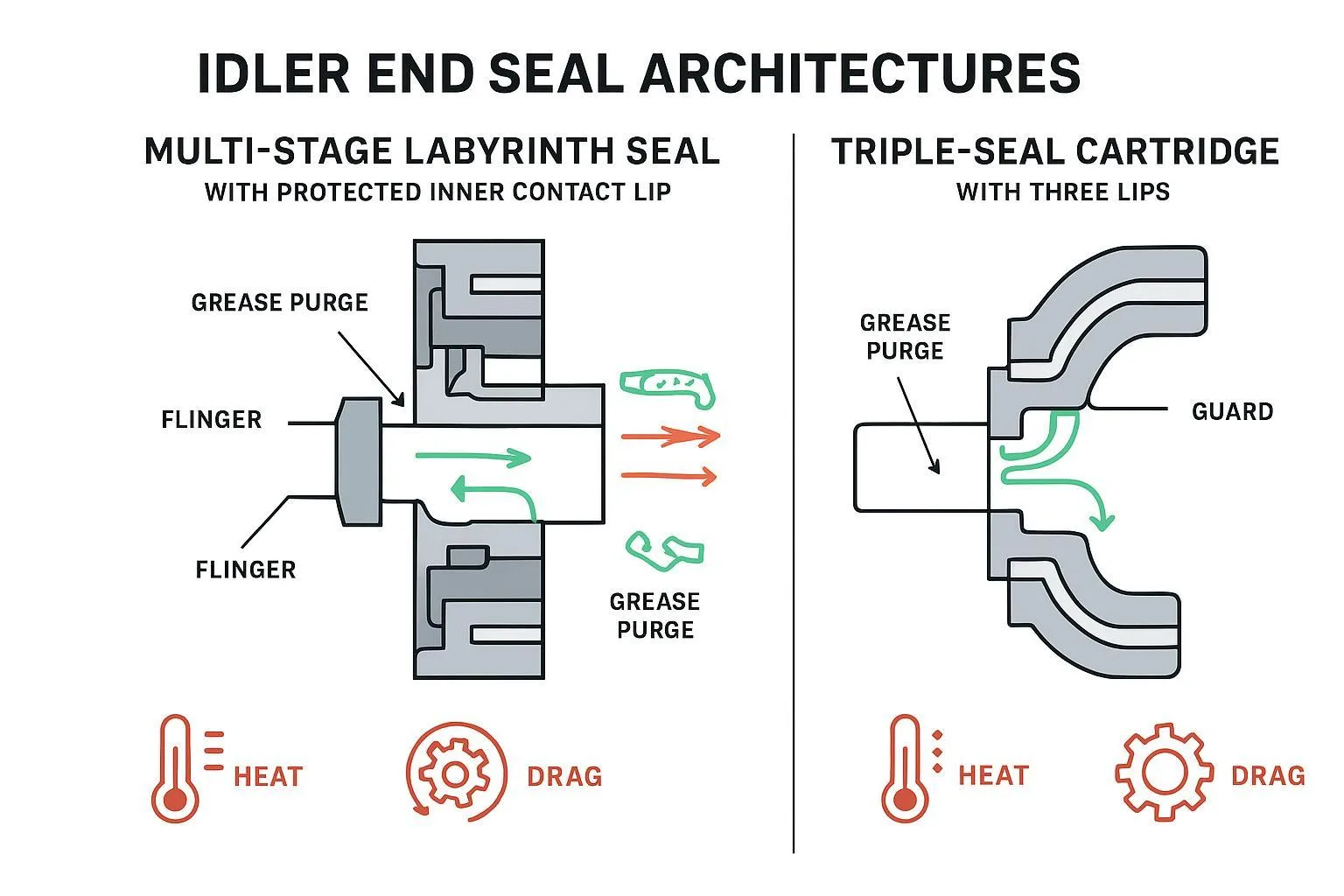
A multi-stage labyrinth ahead of a protected inner contact lip is a proven configuration for wet duty. The outer labyrinth creates a tortuous, non-contact path that sheds water and fines; tight clearances and centrifugal effects resist direct ingress. Inboard, a contact element (lip or V-ring) provides a positive barrier close to the bearing. Compared with heavy-contact-only stacks, this staged approach typically delivers lower running torque and heat while improving exclusion over labyrinth-only designs. For general references on staged labyrinths and protected contact elements, see Nordstrong’s idler catalogue (2022) and staged labyrinth concepts documented by SKF/Cooper.
This design performs well when the labyrinth remains tight and upstream shielding prevents slurry from sandblasting the contact lip. If clearances open up due to wear or assembly error, fines can migrate inward and abrade the contact element, increasing drag and temperature. Lip material selection (nitrile versus higher-temperature elastomers like Viton) should match ambient and bearing temperatures.
Triple-seal cartridges
Triple-lip cartridges stack three elastomeric lips near the bearing to create strong positive exclusion against moisture and fine dust. The trade-off is higher friction than non-contact labyrinth stages. Elevated drag raises bearing temperature and can shorten grease life if there is no purge or relief path. OEM guidance emphasizes correct lip materials, flingers or guards to keep grit away from the lips, and careful assembly. For a neutral overview of multi-lip cartridges and their trade-offs, see housed-unit notes from Timken/NSK catalogs.
These cartridges shine in washdown or where external shielding keeps slurry away from the contact zone. In slurry-grit service without adequate upstream shedding, lip abrasion becomes the dominant failure mode and drag climbs quickly.
Taconite-style principles
Taconite-style sealing, widely used on housed bearings in severe mining service, applies heavy-duty labyrinths combined with an inboard V-ring/contact element and is configured for purge relubrication. The principle is three barriers: an external labyrinth that sheds the bulk of contaminants, a grease-filled cavity that can be purged, and an inner contact element near the bearing. While idler endcaps differ from split plummer blocks, the same staged, purge-enabled logic applies. See SKF bearing housings and taconite seals for the underlying staged barriers and purge practice.
This approach is robust in slurry-laden environments but demands a defined relief path; over-greasing without relief can blow seals or elevate temperatures. It also asks for a bit more maintenance discipline than sealed-for-life concepts.
Drag, heat, and MTBF
Rolling resistance factors
Two forces dominate conveyor motion resistance related to idlers. First, indentation rolling resistance: the belt cover deforms over the rolls, consuming significant energy on long, loaded conveyors. Independent analyses show indentation can account for the majority of motion resistance; see the measured-versus-calculated discussion in Bulk-Online’s indentation loss analysis (2020) and modeling context in Helix DeltaT’s help notes.
Second, idler rotating resistance: bearing losses, seal drag, grease shear, and minor mechanical losses. Seal drag sits here; while its share is smaller than indentation, excessive seal drag raises bearing temperature and accelerates lubricant degradation. The practical message is simple: you can’t influence indentation losses with seals, but you can avoid adding needless heat and resistance by choosing staged seals and maintaining purge discipline.
Testing and standards context
When you evaluate idlers for wet duty, request rotational resistance and ingress test data from accredited labs under recognized standards. Labs such as TUNRA Bulk Solids describe services that include breakaway torque, steady rim drag at operating speed, dust/water ingress (including inclined rain event simulations), and balance/runout—mapped to SANS 1313, DIN 22112, and related norms. See their overview in TUNRA’s idler testing services. For dimensional classes and selection, refer to CEMA Standard 502 (2022). Summaries of committee materials note ongoing consideration of seal drag in energy calculations.
Installation and alignment effects
Misalignment magnifies friction, elevates seal wear, and shortens bearing life. Keeping idlers square to belt travel and maintaining centerline straightness are basic, yet often neglected. Industry summaries of CEMA installation guidance note typical angular and lateral tolerances and the consequences of exceeding them; see discussion in Rock Products’ overview of idler misalignment (2016). Follow OEM installation procedures, use laser alignment during commissioning, and verify periodically. Poor tracking increases bottom cover wear, which indirectly loads rolls and seals.
Lubrication strategy
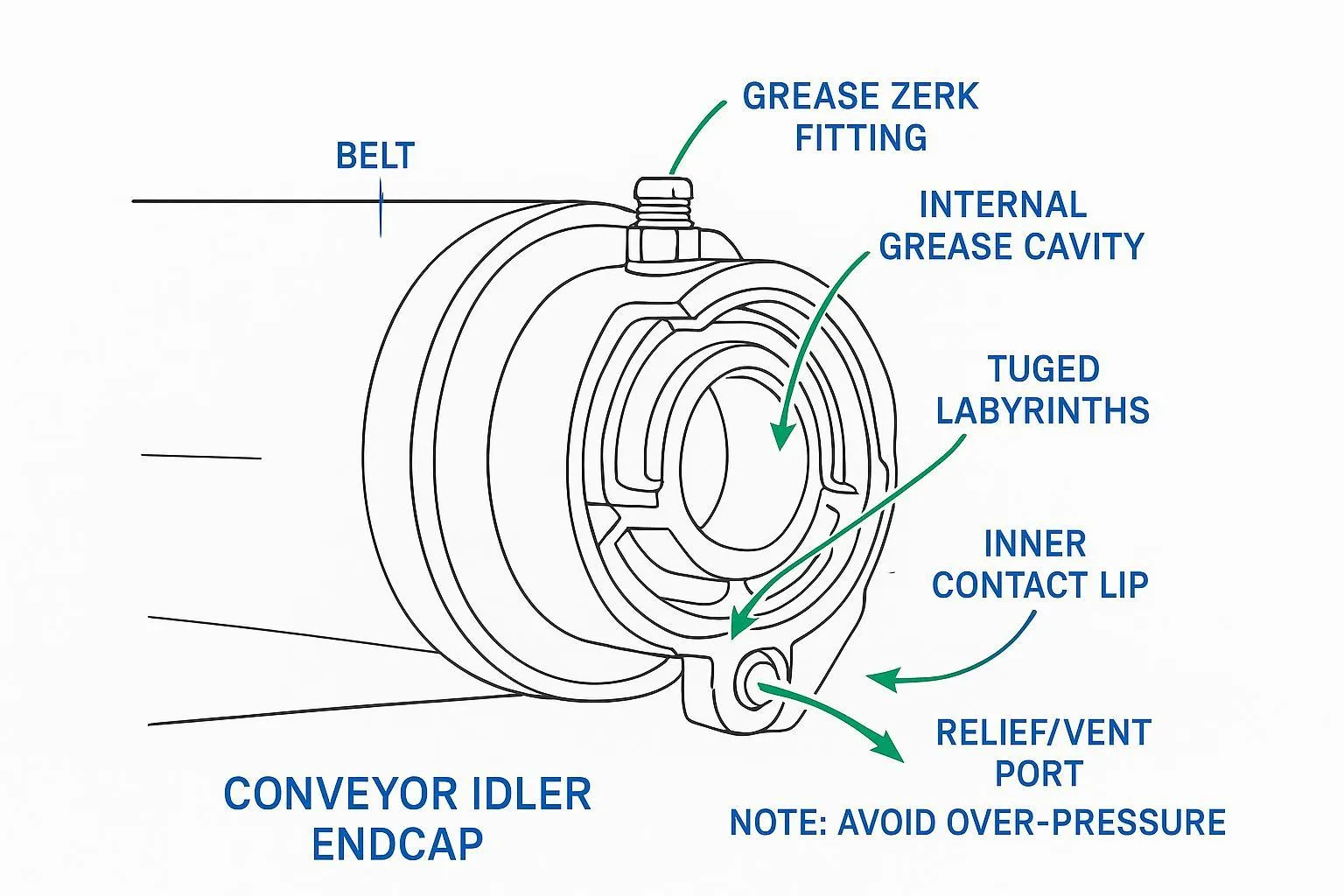
Purgeable systems
In wet, abrasive service, purgeable sealing systems help expel contaminants during relubrication. Key elements include a grease fitting that feeds a defined cavity, an intentional relief/vent path, and seal orientation that allows fresh grease to push old grease and contaminants outward. Bearing housing guides emphasize enabling relief during greasing and running the equipment to expel excess before closing drains; the same logic applies to idler endcaps configured for purge. See staged purge concepts in SKF’s installation and lubrication guidance.
Practical steps
-
Open relief/vent paths before greasing; pump slowly until clean grease appears at the relief
-
Run the conveyor to expel excess and contaminants; then close reliefs
-
Avoid over-pressurization—excess pressure can damage lips and elevate temperatures
Sealed-for-life bearings
Where access is limited or maintenance windows are short, sealed-for-life bearings are attractive. The trade-off is zero purge: exclusion relies entirely on the seal architecture and initial lubricant selection. In wet, abrasive duty, sealed-for-life solutions should use staged barriers that minimize drag and protect contact elements from slurry, plus high water-resistance grease compatible with long service intervals. Consider sealed-for-life where ingress risk can be controlled (guards, shielding, proper installation), and where the energy penalty of contact-heavy seals is acceptable.
Grease selection for wet, abrasive duty
Grease choice materially affects bearing life under water and fines exposure. Prioritize water resistance and corrosion protection—EMCOR corrosion ratings of 0–1 (ISO 11007/ASTM D6138) and low water washout (ASTM D1264) and water spray-off (ASTM D4049) percentages—supported by vendor or lab documentation for the specific grease grade. For the test background, see ISO 11007-1 (2021) EMCOR overview.
A thickener/base oil system well-suited to wet mining is calcium sulfonate complex in NLGI 2 with base oil around 220–460 cSt at 40°C, which offers inherent water resistance, mechanical stability, and EP performance. A neutral rationale is summarized by Machinery Lubrication (2024). Confirm compatibility with existing greases, set regreasing intervals based on temperature/load, and monitor bearing temperature trends—rising temperatures often signal increasing seal drag or grease breakdown.
Conclusion
Match seal robustness and lubrication strategy to contamination severity and maintenance access. In wet, abrasive service, staged barriers—labyrinths that shed slurry ahead of protected contact elements—minimize unnecessary drag while improving exclusion. Verify rotating resistance and ingress performance through accredited testing, and maintain purge discipline to keep temperatures and contamination in check. Finally, work with suppliers able to demonstrate performance under conditions comparable to Australian wet mining practice, including lab reports for rim drag, breakaway torque, and dust/water ingress, and field evidence of stable MTBF.