Conveyor Belt Terminology and Synonyms
Getting the words right saves money. In projects and maintenance, small differences—pulley vs drum, carry idler vs troughing idler, EP vs NN—can cascade into ordering errors, downtime, and safety risks. This ultimate guide to Conveyor Belt Terminology and Synonyms aligns everyday shop-floor language with ISO/DIN and CEMA usage, then translates spec-sheet jargon into plain English so RFQs and replacements land exactly as intended.
Conveyor Belt Terminology and Synonyms: quick reference glossary (terms, synonyms, standards)
Two-word definitions keep you moving. Use this table to align vocabulary quickly; detailed notes follow in later sections.
Sources for terminology frameworks: see ISO 14890 and 15236 series on ISO.org, CEMA 502 publications, DIN 22101 overviews, and neutral technical portals referenced inline below.
Core concepts and technical explanation
Belt structure and carcass types
A conveyor belt has a load-bearing carcass (fabric or steel cords), skim rubber between plies or cords, and protective covers. ISO 14890 defines textile belt designation and marking, while ISO 15236 covers steel cord construction and joints.
-
Fabric belts: EP means polyester warp and polyamide (nylon) weft; NN means nylon in both directions. Designations like “EP 400/3 6+2” encode strength and construction as per the ISO 14890 designation framework shown in the RFQ section below. See the ISO catalogue and preview samples for scope and designation structure in the official standard: refer to the ISO page for textile belts as summarized in the publicly available preview of ISO 14890.
-
Steel cord belts: Marked ST + rating, e.g., ST 2000 for 2000 kN/m nominal tensile. ISO 15236‑1 defines the series for design and dimensions and ISO 15236‑4 discusses vulcanized joints terminology. See the ISO 15236 series landing pages for authoritative terminology.
For a refresher on system components and layouts, see the overview in the BisonConvey primer on the basic engineering behind conveyor systems.
Covers and grades (ISO vs DIN — approximate crosswalk)
Cover compounds protect the carcass against abrasion, heat, oil, flame, and cuts. ISO 14890 and legacy DIN 22102 both define cover performance families, but test methods and thresholds differ.
- Practical rule: Don’t assume a perfect one-to-one mapping between ISO 14890 H/D/L and DIN 22102 X/Y/W. Use the governing standard or the supplier’s data sheet for final selection. Abrasion is measured per ISO 4649 (volume loss), which appears in many ISO‑aligned data sheets.
Approximate industry cross-reference (verify with your supplier):
- Evidence and standards context: See the ISO 14890 preview and catalogue listings for designation/cover classification scope on ISO.org and iTeh previews. For general DIN/ISO context, the technical portal ConveyorBeltGuide summarizes designation practices and cautions on grade mappings.
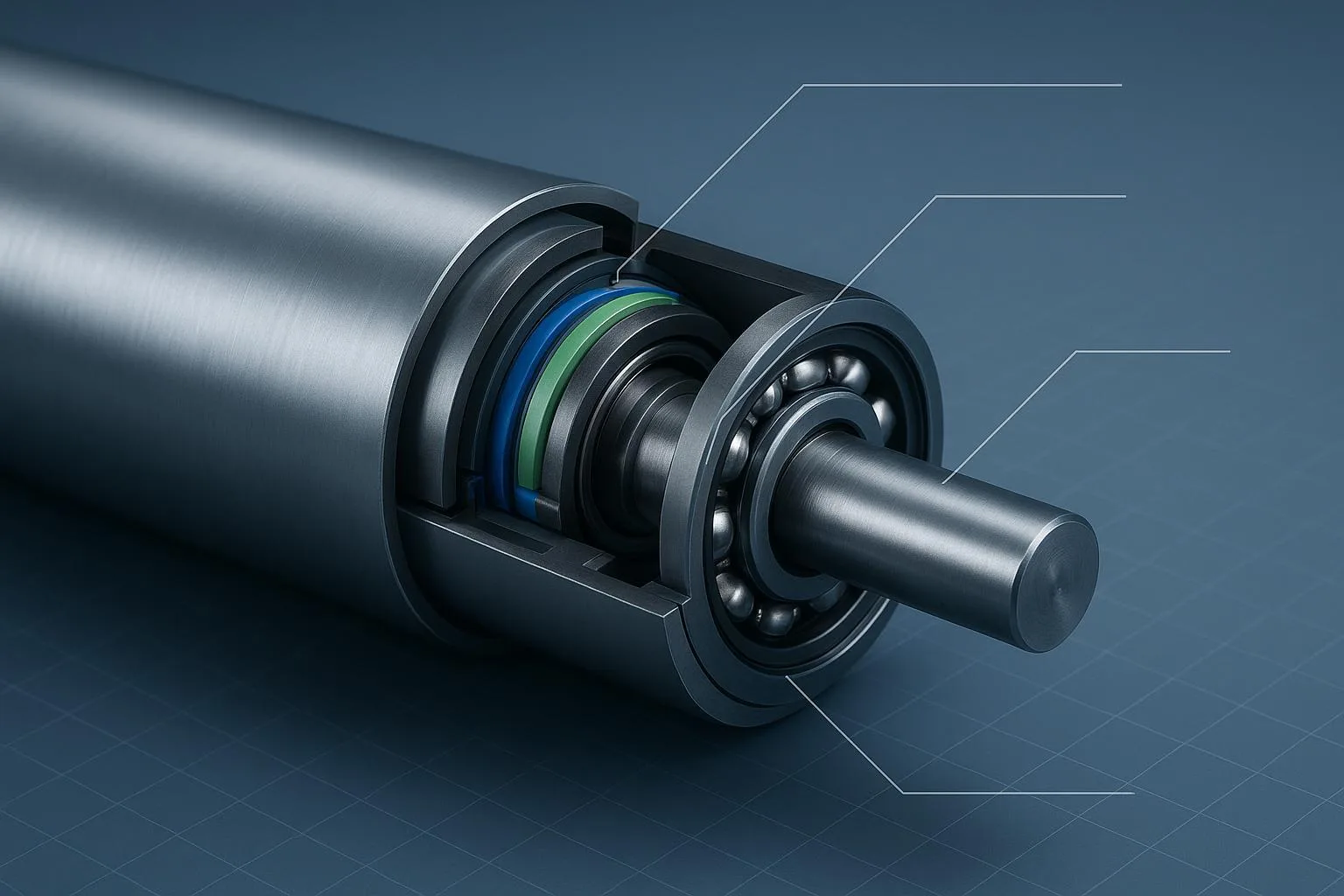
Components: idlers, rollers, and pulleys
CEMA Standard 502 standardizes nomenclature and interchange dimensions for troughing and return idlers and defines idler classes (B, C, D, E, F). In practice:
-
Troughing idlers = carry idlers. These support the loaded, troughed belt. Families are commonly 20°, 35°, and 45°.
-
Return rollers = return idlers. These support the unloaded return run.
-
Training idlers = self‑aligning or tracking idlers. These auto‑correct belt wander within limits.
-
Impact idlers are reinforced carry idlers in the loading zone.
Pulleys are also called drums in many regions. Common positions: head (drive), tail, snub, and bend pulleys. Lagging (rubber or ceramic) improves traction and reduces slip. Refer to the CEMA publications catalogue for Standard 502, and committee agenda sets that describe interchange dimensions and class naming.
For procurement perspective on idler reliability and terminology, see BisonConvey’s discussion on OEM vs generic conveyor rollers.
Practical applications and RFQ/spec decoding
Clarity at RFQ stage avoids costly change orders. ISO 14890 provides the backbone for textile belt designation, and ISO 15236 for steel cord terminology. Use the decoder below to parse common tokens.
RFQ token decoder (fabric and steel cord examples)
Examples you can paste into RFQs:
EP 200/2 3+1.5 Y, 1000 mm, ISO 14890
NN 250/3 4+2, 1200 mm, ISO 14890
ST 2000 6+6, 1600 mm, ISO 15236-1; cover grade per ISO 14890 H (verify)
330 PIW, 2-ply, 3/16+1/8, 36 in (imperial style)
Citations and further reading: See the ISO 14890 preview and the ConveyorBeltGuide page that illustrates designation examples. For steel cord terminology and joints, see the ISO 15236 series overview pages.
Width series: CEMA (inch) vs ISO/DIN (metric)
Nominal widths differ by standards families. Many plants run mixed fleets; cross‑referencing avoids non‑standard purchases and long lead times.
Procurement note: A “1500 mm” request may map to a 60‑inch CEMA series (1524 mm). Confirm idler frames, pulleys, and skirt systems before finalizing. See the Dry Cargo International explainer on width series and the CEMA change pages for capacity/width selection context.
For background on load and power implications of width and tension choices, see BisonConvey’s primer on conveyor load calculations.
Selection and implementation guidelines
Use these as a quick checklist before releasing an RFQ or approving a change order.
-
Match carcass to duty: EP for general belts with good troughability; NN where extra stretch/impact absorption is acceptable; steel cord (ST) for long, high‑tension runs.
-
Specify tensile and plies together: e.g., EP 400/3, not just “400.” Plies affect minimum pulley diameter and splice design.
-
Define cover thicknesses by zone: 6+2 for heavy loading; 3+1.5 for light duty. Add impact idlers and skirts accordingly.
-
Choose cover grade by hazard: abrasion (H/X), heat, oil/chemicals, flame. Confirm compound legend with the supplier; letters vary.
-
Align widths to one standard family across components: idler frames, pulleys, scrapers, skirts, and chutes must match.
-
Specify take‑up type and travel: gravity vs screw vs hydraulic; ensure enough travel to accommodate splice stretch and temperature.
-
State splice type and efficiency assumptions: mechanical vs vulcanized; reference ISO 15236‑4 for steel cord joints where relevant.
-
Verify minimum pulley diameters with the supplier/standard tables: head pulleys typically larger; bend/snub may require +20–30% depending on wrap and tension.
Common problems and troubleshooting (terminology in action)
Mistracking (wander) often ties back to geometry and component condition. Use the right terms to focus the fix.
- Tracking terms: training idler placement, troughing angle consistency, transition distance, camber, and sag. According to training materials and knowledge pages from Martin Engineering, addressing structure alignment, cleaning buildup, centring the load, and using self‑aligning idlers in strategic locations are reliable steps. Their public resources outline inspection points and tracking tactics without paywalls.
Premature cover wear typically indicates a grade or thickness mismatch. If your spec used an approximate grade mapping (e.g., ISO H to DIN X) without verifying abrasion values per ISO 4649, expect faster wear. Re‑spec the compound and review chute/liner interactions.
Splice issues (separation or pull‑out) connect to carcass type and pulley diameters. For steel cord belts, the ISO 15236 series uses consistent terminology for joints; pair that with conservative pulley sizing and proper take‑up travel to reduce stress at the splice.
Power/tension terminology under DIN 22101 helps communication during root‑cause analysis: primary resistance, secondary resistance, slope resistance, and the splice efficiency concept. Use these terms when coordinating with analysts who run selection software based on DIN/CEMA methods.
Authoritative open resources you can cite internally: see the Martin Engineering articles on critical inspection points and mistracking fixes; see ConveyorBeltGuide summaries for DIN 22101 context.
Best practices and maintenance
-
Keep idlers rolling: Replace seized return rollers quickly; they’re a leading cause of tracking and wear issues.
-
Control carryback: Maintain cleaners and skirting; buildup on pulleys and idlers changes tracking geometry.
-
Inspect transitions: Verify distances for your troughing angle and belt stiffness; adjust if the belt is pinching or flattening too abruptly.
-
Store and handle belts correctly: Avoid tight bends and UV exposure; follow supplier guidance during splicing and curing.
-
Verify terminology in work orders: Use standard-aligned names (carry/troughing, return, training) so technicians pull the right parts.
References and evidence (selective)
-
ISO textile belt scope and designation framework: see the official catalogue and preview for ISO 14890 on ISO.org and a representative ISO 14890:2013 preview sample on iTeh confirming scope and designation concepts.
-
Steel cord terminology/joints: the ISO 15236‑1 catalogue page and related series entries outline the preferred types and joint terminology.
-
Idler nomenclature and classes: see the CEMA publications catalogue for Standard 502, with public agenda sets describing class naming and interchange dimensions.
-
Design and resistance terminology: DIN 22101 is summarized by reputable portals such as the ConveyorBeltGuide technical papers index and the site’s coverage of splice efficiency.
-
Width series background: industry explanation from Dry Cargo International on belt widths — CEMA and ISO standards.
-
Tracking and inspection practices: Martin Engineering’s open resources, such as the nine critical inspection points article and related tracking content, provide practical, citable guidance.
Conclusion and next steps
Precise language shortens RFQ cycles, improves part interchangeability, and reduces downtime. Start by standardizing how your team names carcass types (EP/NN/ST), cover thicknesses and grades, idlers (carry/return/training), and pulleys (head/tail/snub/bend). Use ISO 14890 and ISO 15236 terminology for construction and splicing, CEMA 502 for idlers, and DIN 22101 terms when discussing resistances and power. Think of it this way: once your vocabulary matches your suppliers’, the engineering falls into place.
If you need help translating legacy specs to ISO/CEMA/DIN language or building a clean RFQ, BisonConvey can support component selection and documentation across belts, idlers, and pulleys. Explore our engineering primers above, or reach out via the BisonConvey website for custom, standards-aligned options.