
If a belt conveyor sounds like it’s humming, thumping every revolution, or throwing dust off the return run, something in the idlers is asking for attention. Left alone, vibration can loosen fasteners, chew up belt edges, and even raise fire risk when bearings overheat. This guide walks maintenance and reliability teams through a safe, progressive workflow for conveyor roller vibration troubleshooting—what to check, how to measure, when to repair, and when to replace.
Before you touch a guard: de-energize and follow your Lockout/Tagout (LOTO) procedure. Reference your OEM manuals and site rules at every step.
Safety and preparation
Start with a methodical setup so every check is safe and comparable.
- LOTO and access: isolate power, apply locks/tags, verify zero energy, and secure the belt against movement. Remove guards only as permitted.
- PPE: hard hat, safety glasses, hearing protection, impact gloves; add respiratory protection in dusty areas.
- Essential tools: straightedge or string (or laser) for alignment, spirit level, tape measure, dial indicator (0–5 mm / 0–0.2 in) with magnetic base, infrared (IR) thermometer or thermal camera, handheld vibration meter (RMS velocity, 10–1000 Hz), torque wrench, scraper/brush and solvent, shims, and basic hand tools.
For general safety and installation/inspection points, see the PPI idler installation and operation guidance in the PPI Idler Installation & Operation Manual and the inspection notes in PPI’s Belt Conveyor Idler Instructions.
What the symptoms are telling you
A few minutes of observation narrows the field quickly. Listen, look, and feel (safely) for these cues and what they often suggest.
- Audible rumble or rhythmic thump: commonly bearing roughness, shell flat spot, or noticeable runout. See troubleshooting overviews by FEECO و IBT Industrial Solutions.
- Belt flutter/bounce over a section: can indicate high radial runout, misaligned/uneven idler heights, or poor support; Martin’s Foundations discusses belt support tolerances conceptually in Foundations, Belt Support.
- Hot-to-touch housings: potential bearing distress or sealing failure; SKF notes that absolute temperatures around 60–70 °C can be acceptable depending on duty, so compare to neighbors and trend over time per SKF troubleshooting guidance.
- Visible roller wobble or belt edge wear: often points to misalignment, frame twist, or eccentricity/runout; FMH’s checklist on tracking issues is a useful complement: FMH tracking problems.
Progressive conveyor roller vibration troubleshooting workflow
-
Safe shutdown and visual cleaning After LOTO, inspect and clean. Remove sticky fines from rollers and pulleys, check seals, and note seized or slow-turning rolls. If vibration diminishes after cleaning, a carryback/contamination issue is likely. General inspection practices align with the PPI manuals cited above and the causes/solutions outlined by FEECO و IBT Industrial Solutions.
-
Free-rotation and roughness check With the belt safely immobilized, spin suspect rollers by hand. Roughness, noise, or uneven drag signals bearing damage or contamination. Mark the shell and listen for a repetitive thump once per revolution, which suggests unbalance, eccentricity, or a flat spot.
-
Alignment and geometry verification Run a taut string/laser along the idler run to confirm frames are square to the conveyor centerline. Level across the structure and compare idler heights; uneven heights or skewed stands can induce vibration and tracking forces. Martin Engineering’s Foundations discusses the importance of support geometry in Belt Support.
-
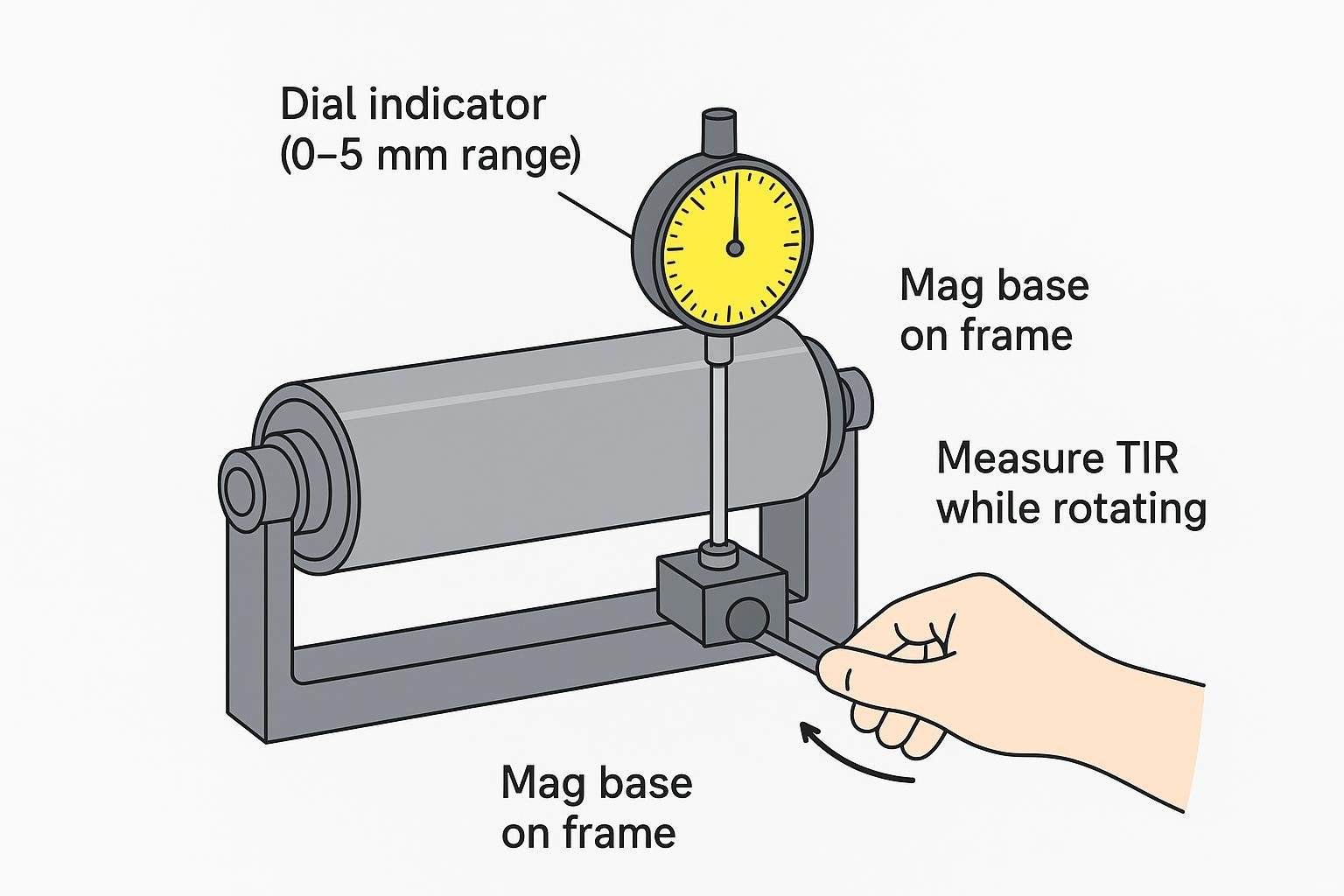
Radial runout (TIR) and axial endplay screening Use a dial indicator on the shell to estimate total indicated runout while rotating by hand. As a conservative benchmark, scale-quality idlers used for weighing target TIR ≤ 0.015 in (0.38 mm); significantly higher readings correlate with bounce and vibration, though general-duty limits vary by OEM. Treat noticeable axial endplay as suspect; PPI inspection language calls for “no excessive endplay.” See PPI’s Scale Quality Idlers note for the TIR benchmark.
-
Temperature screening (IR) Take IR readings on suspect idler housings and compare to adjacent, healthy idlers under similar load. Favor deltas and trends over absolutes. SKF indicates that 60–70 °C housings can be acceptable in some applications; sustained abnormal rises or climbing toward ~100 °C without process justification warrant action. Reference: SKF troubleshooting guidance.
-
Vibration screening (handheld meter) Measure RMS velocity (10–1000 Hz) at the bearing housing. As a screening cue drawn from ISO 10816/20816 practice (via Mobius/ SKF training), ≈2.8 mm/s RMS can be treated as caution and ≈4.5 mm/s RMS as alarm for small, rigidly mounted machines—use these to prioritize inspections and confirm with spectrum when available. See Mobius Institute’s severity charts and SKF training material.
-
System-level contributors Verify centered loading, correct drop height and impact control near chutes, proper belt tension, and adequate frame stiffness. In chronic tracking areas, self-aligning/training idlers can reduce lateral forces; in impact zones, use impact idlers or beds and suitable liners. Useful context: FEECO troubleshooting guide و FMH’s tracking guidance.
Fixes mapped to likely root causes
Bearing defects or contamination
If free-rotation feels rough, temperatures run high relative to neighbors, or overall vibration is elevated, the bearing is likely distressed. Replace the roller (or bearings if design allows), and improve sealing and containment at the location. Where lubrication is applicable, reset practices to OEM recommendations. SKF’s bearing failure analysis primer is a useful refresher on common modes and clues: SKF bearing damage and failure analysis.
Unbalance, eccentricity, or shell flat spots
A periodic thump once per revolution and elevated TIR point to unbalance or flat spots. Replace the roller; in harsh service, consider heavier-duty shells or adjust idler spacing. Confirm post-replacement runout and noise reduction before returning to service.
Misalignment, uneven heights, or frame twist
When several adjacent idlers vibrate and belt edges show asymmetric wear, re-square the frames and stands, verify level, and correct pulley alignment and belt tension. Self-aligning/training idlers can help damp persistent lateral forces but should complement—not replace—proper alignment.
Material buildup and contamination
Sticky carryback on rollers and pulleys can create uneven mass and vibration. Clean thoroughly, then restore/upgrade belt cleaning, sealing, and dust control around the loading point. If vibration disappears after cleaning, add that zone to a tighter inspection cadence.
Impact damage in loading zones
Recurring vibration and short roller life near chutes often signal impact problems. Install impact idlers or an impact bed, review drop height, and fit wear liners. Confirm results with a monitored run (noise, temperature, and vibration normalized vs. neighboring idlers).
Structural or resonance issues
If vibration persists after component fixes, inspect for loose fasteners, cracked welds, or flexible supports. Add bracing/stiffeners, adjust idler spacing, or change mass distribution with an engineer’s input. Persistent resonance may require a modal/vibration study.
Repair vs. replace: quick decision cues
Use these conservative cues to choose confidently. Always defer to OEM tolerances when available.
- Replace now if: a roll is seized, the shell is cracked or visibly deformed, TIR is clearly excessive with belt damage risk, housing temperature continues to rise abnormally vs. neighbors, or vibration stays high after alignment/cleaning.
- Service and monitor if: minor skew or loose hardware is corrected, localized buildup is cleaned, or belt tension is brought into spec and temperatures/vibration normalize on the next run.
Examples (field cues vs. action):
| Field observation | Action |
|---|---|
| TIR trending well above ~0.38 mm (scale-idler benchmark) with belt bounce | Replace roller and verify geometry |
| ΔT > ~10–15 °C vs. adjacent idlers sustained after cleaning/realignment | Replace roller; inspect seals and containment |
| Overall velocity > ~4.5 mm/s RMS and rising | Replace or investigate bearing fit; confirm with spectrum if available |
| Minor misalignment; temps/vibration normalize after adjustment | Keep in service; recheck in next inspection |
References for context: PPI Scale Quality Idlers (TIR ≤ 0.015 in) and ISO screening practice summarized by Mobius Institute.
Prevention and predictive monitoring
A little structure prevents most repeats. Think of it this way: measure, adjust, and trend. For ongoing conveyor roller vibration troubleshooting, set a simple inspection log with dates, location, observed symptoms, IR temperatures, and vibration readings.
- Inspection cadence: tighten checks in harsh zones (loading/transfer points, wet/corrosive areas). Log temperatures (IR), vibration (overall velocity), and notes on alignment or buildup each round.
- Component selection: sealed bearings with robust labyrinth seals, correctly fitted shafts/bores, and materials suited to the environment (e.g., UHMWPE rollers for corrosion resistance, stainless options for sanitation, ceramic lagging where extra grip/support is needed). Martin and FEECO troubleshooting content supports aligning component choice with duty and environment.
- Predictive sensors: low-profile wireless sensors on idler housings can trend vibration and temperature and flag rising risk—see the case study where a sensor alerted on an idler and the team confirmed wear and planned replacement in Dynamox’s idler failure detection case.
Practical example
In an impact-heavy loading zone, specifying idlers with sealed/labyrinth bearings and using impact idlers or an impact bed can curb recurring vibration from shock and contamination. As one option among peers, بيسونكونفي supplies heavy-duty idlers in steel and UHMWPE with sealed bearing designs suitable for dusty and corrosive environments. Select based on measured loads, spacing, and your site’s material characteristics.
Verification run and handoff
After any fix, do a short monitored run. Listen for the thump or rumble you started with—did it disappear? Compare IR temps and overall velocity to adjacent idlers; target normalization within a few mm/s and a small temperature delta. For thorough conveyor roller vibration troubleshooting, record the post-fix readings in your log. Re-torque fasteners, re-install guards, and sign off the work order with your measurements attached. If you don’t capture the “after” numbers, you’ll struggle to learn from the “before.”
References and further reading
- Installation, safety, and inspection practices: PPI Idler Installation & Operation Manual; PPI Belt Conveyor Idler Instructions
- Troubleshooting overviews: FEECO’s conveyor troubleshooting guide; IBT’s common causes and solutions; FMH tracking problems checklist
- Support geometry and tolerances (conceptual): Martin Engineering Foundations – Belt Support
- Screening thresholds: Mobius Institute’s ISO velocity severity charts; SKF troubleshooting note on temperatures
- Bearing modes and clues: SKF bearing damage and failure analysis
- Case evidence for sensors: Dynamox idler failure detection


