Conveyors move more tons with fewer people than almost any other tool in a mine. They also concentrate risk: rotating equipment, stored energy, dust, and fire exposure. If you’re responsible for uptime, safety, or capital decisions, here’s the deal—getting mining conveyors right means balancing compliance, design, energy, and maintenance into one coherent program.
What a mining conveyor system includes
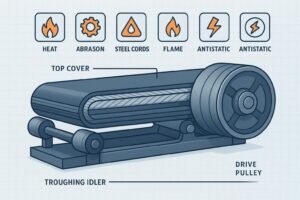
A typical mining belt conveyor is a coordinated set of components designed to carry bulk solids reliably and safely.
- Belt: The continuous loop that carries material. Mining belts span textile carcasses—EP (polyester warp/nylon weft) and NN (nylon/nylon)—to steel cord for high tensions and long runs.
- Idlers: Carrying and return rollers support the belt. Impact idlers or beds protect the loading zone; specialized options include UHMWPE tubes to cut weight and corrosion risk, stainless steel for harsh environments, and ceramic-lagged designs to manage abrasion.
- Pulleys and take-up: Head, tail, and bend pulleys transmit power and change direction. Take-up systems (gravity or hydraulic) maintain tension and accommodate belt elongation.
- Drives and controls: Motors, gearboxes, and sometimes variable-speed or gearless drives, supervised by PLCs, sensors, and interlocks for speed, load, temperature, and emergency stops.
- Cleaners, skirting, and sealing: Primary/secondary cleaners, skirting, and seal systems reduce carryback and dust at transfer points.
- Safety devices: Fixed guards, emergency stop pull-cords, start-up alarms, belt drift switches, and fire detection/suppression where needed.
Surface and underground conveyors share the same building blocks but differ in requirements. Underground coal has flame resistance and belt entry rules; surface metal/nonmetal emphasizes guarding, emergency stops, and travelway separation.
Safety and compliance essentials (MSHA‑aligned)
Safety programs for conveyors are anchored in federal requirements and official guidance.
-
Guarding principles: Ingoing nip points—where the belt meets a roller or pulley—are a primary entanglement hazard. MSHA’s official Guide to Equipment Guarding details practical conveyor guarding, including guarding head and tail pulleys, shaft ends, moving take-ups, and accessible return rolls; it also addresses interlocks, openings, labels, and training. See the agency’s document in the MSHA Guide to Equipment Guarding (official PDF).
-
Emergency stops and adjacent travelways: For surface metal/nonmetal mines, unguarded conveyors near walkways require protections. The regulation at 30 CFR 56.14109 sets expectations for guarding or safe separation and emergency stop devices. Operators should verify pull-cord reachability and functional tests through site procedures.
-
Lockout/Tagout (control of hazardous energy): Servicing demands energy isolation, verification, and controlled re-energizing. The requirements for surface metal/nonmetal appear at 30 CFR 56.12016; underground metal/nonmetal mirrors these at 30 CFR 57.12016. Build site LOTO with clear isolation points (electrical, hydraulic, pneumatic, gravity/ belt tension), personal lock authority, and verification steps.
-
Underground coal specifics: Flame-resistant belt approval, belt entry housekeeping, and fire protection are regulated. Flame-resistant belts require approval under 30 CFR Part 14, and broader underground coal controls are addressed in 30 CFR Part 75. Verify belt markings and approval documentation before installation.
-
2025 stand-down emphasis: The agency’s current focus highlights behaviors that prevent entanglement and exposure. See MSHA’s 2025 Stand Down — Conveyor Entanglement for reminders: maintain guards; never reach through guards; follow LOTO; don’t clean moving belts; cross only where protected; test emergency shut-offs.
Keep this section aligned with your site program. Regulations set minimums; site procedures control the details. Train, test, record, and audit.
Belt selection that works in the real world
Choosing a belt is not a one-size decision. It depends on calculated tension, elongation behavior, impact and abrasion, splice design, take-up travel, and pulley diameters. Think of belts as springs—their stretch and strength interact with the take-up and splices.
-
EP (polyester/nylon) fabric belts: Common in plant conveyors. Tensile classes often range from ~160 to 1000 N/mm. They offer modest working elongation, good impact absorption, and relatively straightforward hot splicing. They balance cost and performance for medium-duty runs and transfer stations.
-
NN (nylon/nylon) fabric belts: Similar availability, typically higher elastic elongation and flexibility. Useful where shock absorption is favored, but they demand more take-up travel and careful tracking.
-
Steel cord belts: The go-to for long-distance, high-tension routes. Mining classes frequently sit at 1000, 1250, 1600, 2000, 2500, and 3150 N/mm and above. They deliver very low working elongation, which stabilizes tension over long routes. Splices are specialized and must be executed and inspected to rigorous procedures.
Standards help frame selection. ISO 14890 defines textile belt designation and properties; DIN 22101 and ISO 5048 provide methods to calculate operating power and tensions; CEMA publications guide component choices like troughing and transitions. You don’t need clause numbers in your pocket, but you do need to run the math and document assumptions.
Practical heuristics with caution:
- Long overlands with high lift and tonnage typically favor steel cord for tension stability and manageable take-up.
- Medium-length plant conveyors exposed to impact often work well with EP or NN, combined with robust impact idlers or beds and abrasion-resistant covers.
- Aggressive incline? Chevron or sidewall belts can maintain grip and capacity—but verify pulley diameters, take-up, and cleaners compatible with the profile.
Always validate with calculations per DIN 22101/ISO 5048/CEMA and your site’s design criteria. Then define splicing procedures and acceptance tests up front.
Design and standards you’ll actually use
Good design turns selection into reliability. In practice, three areas do most of the work: troughing and transitions, power/tension calculations, and impact management.
-
Troughing angles and transition distances: Moving from a flat pulley to a full trough too quickly overstresses belt edges and splices. CEMA guidance covers recommended transition distances and how troughing angles affect belt stress and sag. Industry Q&A referencing CEMA offers useful context in Fenner Dunlop EMEA’s technical Q&A (Spring 2024). The implication is simple: plan transitions deliberately, especially for higher angles (35°, 45°) and stiffer belts.
-
Power and tension framework: ISO 5048 and DIN 22101 provide the methodology for operating power and tensile force calculations. DIN 22101 also addresses dynamic effects—start/stop, splice fatigue factors, and additional forces at transitions and pulleys. You’ll likely purchase the standards or work with consultants who have them, but conceptually: compute steady-state resistance, add dynamic allowances, set safety factors, and size take-up travel accordingly. See DIN’s overview page: DIN 22101 — Belt conveyors for loose bulk materials.
-
Impact zones: Loading points concentrate shock. Use impact idlers or beds with proper spacing and support, and control drop height through chute design. CEMA context (e.g., Std 575 for impact beds/cradles compatibility) helps align components without overstressing the belt.
Document your calculations—inputs, coefficients, temperatures, loading behavior—and review them at change points (belt replacements, route modifications, drive changes).
Energy efficiency — where the savings usually are
Conveyors consume a meaningful slice of a mine’s electrical load. The biggest opportunities tend to cluster around rolling resistance, drives, and mechanical alignment.
-
Low rolling resistance (LRR) belts and idlers: Minimizing indentation losses in the belt cover can reduce energy. Manufacturers report significant savings; for example, Fenner cites reductions with its PowerSaver compounds, discussed in Fenner’s PowerSaver cover compounds page. Treat manufacturer ranges as case-specific until validated at your site.
-
Drives and controls: Variable-speed and gearless drives can cut energy per ton while improving throughput stability. ABB reported efficiency gains in an underground mine project with advanced conveyor drive technology; see ABB’s LKAB underground mine case. Beyond hardware, supervisory control and scheduling can lift system performance; a 2025 literature review surveys mining energy optimization (conveying included) in Frontiers in Energy Research (2025 review).
-
Mechanical basics that pay off: Alignment, idler spacing, and sag control reduce friction and wear. Practical guidance on belt support and sag control is captured in a technical article by Martin Engineering: Belt support and sag control methods%20July-Aug,%202024.01.pdf). In short: support the belt adequately in loading zones, optimize spacing, and keep the belt centered to avoid rubbing and spillage.
Expect variability. A well-aligned conveyor with LRR belts/idlers and appropriate drives can demonstrably save energy; quantifying the exact percentage requires site measurements and validated models.
Maintenance and reliability that keep you running
Reliability is a set of habits: monitor, inspect, correct, and record.
-
Condition monitoring: Continuous or periodic vibration and temperature monitoring on bearings, motors, rollers, and pulleys helps detect faults—misalignment, lubrication failure, early bearing wear—weeks before a breakdown. Many systems integrate alarms into PLCs or SCADA. An overview of conveyor monitoring approaches in mining is summarized by Emerson in Conveyor monitoring for mining operations.
-
Idler health and belt tracking: Daily and weekly walkdowns catch noisy or hot idlers, dust build-up, misalignment, and damaged seals. Replace failing idlers, clean build-up, and correct tracking with training and safe procedures. Keep LOTO and guarding front and center when touching rotating equipment.
-
Splice integrity and take-up systems: Inspect splices for signs of separation, cover damage, or corrosion (steel cord). Verify take-up travel and tension set-points, and audit E-stops and drift switches during planned outages.
Symptoms-to-causes quick guide: If you see edge fraying or material spillage on one side, suspect misalignment or poor transition geometry; if you hear periodic “thumps,” look for a flat spot on an idler or a splice bump; if temperature rises at a pulley bearing, check lubrication and tension. Think of diagnostics as pattern recognition grounded in your route geometry and component history.
Embed these practices in your CMMS with checklists, training records, and corrective actions. Periodic audits—monthly on splices/take-up, quarterly on emergency devices and controls—maintain discipline.
A simple 30‑60‑90 day roadmap
- 30 days: Run a guarding and LOTO compliance audit against MSHA references; verify emergency stop reachability and testing; log defects and corrective actions.
- 60 days: Complete belt tension and power calculations for your top two conveyors using DIN 22101/ISO 5048 frameworks; validate take-up travel and transition geometry; align idler spacing in loading zones.
- 90 days: Pilot one energy improvement (LRR belt or idlers, VSD tuning, or alignment program) with baseline measurements; implement condition monitoring on critical bearings; embed checks into your CMMS.
Bringing it together and next steps
Mining conveyors succeed when safety, selection, design, energy, and maintenance work as one program. Keep regulations in view, calculate before you commit, measure after you change, and train people to do the right things the right way.
Disclosure: بيسونكونفي is our product. If you’re evaluating belts, idlers, pulleys, or drive rollers for mining applications, we can support specification and quotations aligned to the standards referenced here. We also acknowledge there are other belt and idler suppliers that meet MSHA/ISO/DIN requirements—choose partners who document compliance and support lifecycle performance.